Kontrola eksploatacji narzędzia, Programowanie: narzędzia 5.2 dane narzędzi – HEIDENHAIN TNC 320 (77185x-01) ISO programming Instrukcja Obsługi
Strona 174
Programowanie: narzędzia
5.2
Dane narzędzi
5
174
TNC 320 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 4/2014
Kontrola eksploatacji narzędzia
Funkcja sprawdzania użycia narzędzia musi być
aktywowana przez producenta maszyn. Należy
zapoznać się z instrukcją obsługi maszyny!
Aby móc wykonać sprawdzanie eksploatacji narzędzia, muszą być
wygenerowane pliki eksploatacji narzędzia. strona 473
Sprawdzany program z dialogiem tekstem otwartym musi być
kompletnie symulowany w trybie pracy Test programu lub w
trybach pracy Przebieg programu automatycznie/Przebieg
programu poj. wierszami
musi zostać kompletnie odpracowany.
Zastosowanie kontroli użycia narzędzia
Poprzez softkeys użycie narzędzia oraz kontrola użycia
narzędzia
można skontrolować przed startem programu w trybie
pracy Odpracowywanie, czy wykorzystywane narzędzia dysponują
jeszcze odpowiednim okresem trwałości. TNC porównuje przy tym
wartości rzeczywiste okresów trwałości narzędzi z tabeli narzędzi z
wartościami zadanymi z pliku użycia narzędzi.
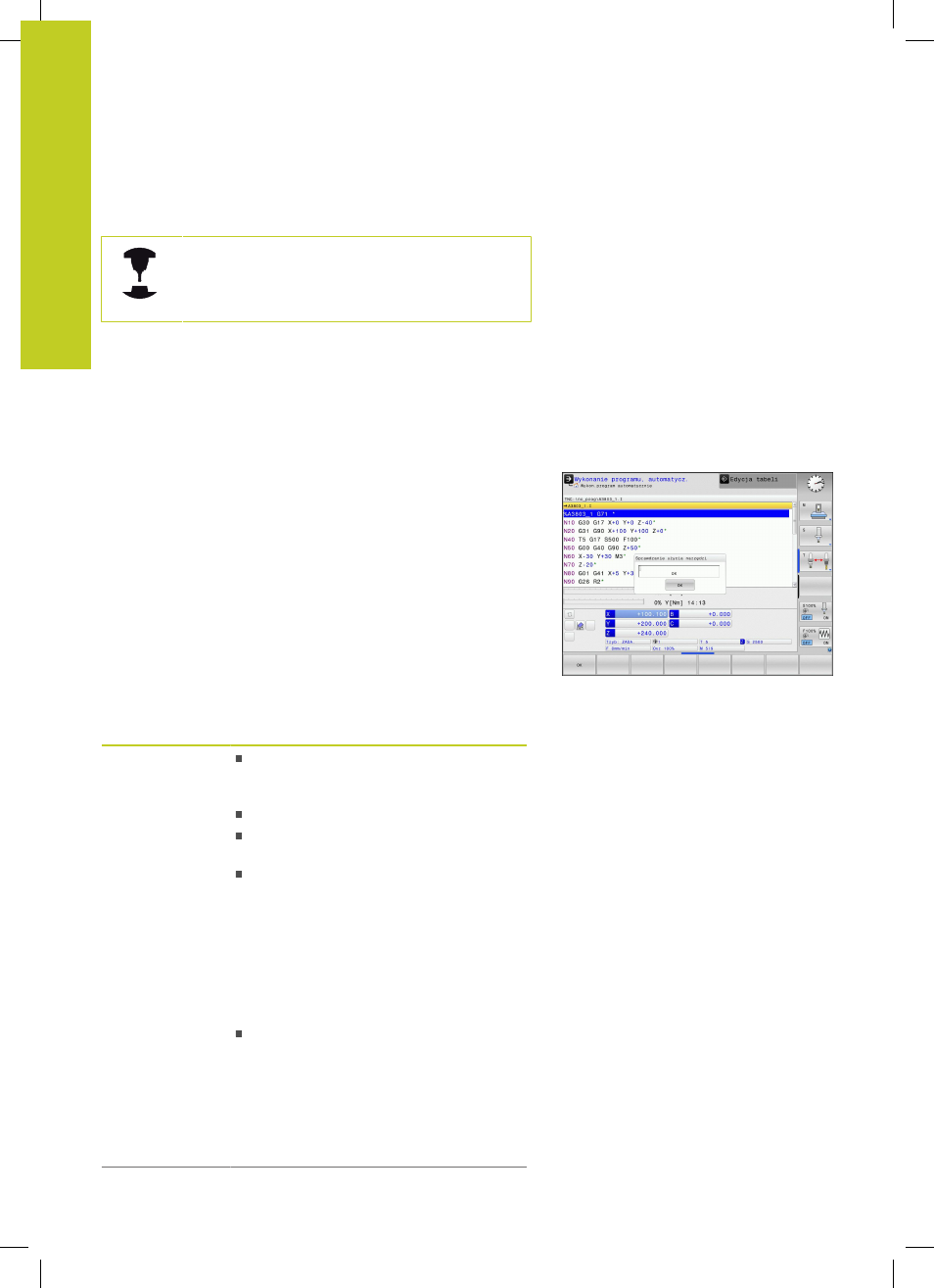
TNC pokazuje, po naciśnięciu softkey kontrola użycia narzędzia
, wynik kontroli użcia w oknie wywoływanym. Zamknąć okno
klawiszem ENT.
TNC zapisuje czasy eksploatacji narzędzia w oddzielnym pliku z
rozszerzeniem pgmname.H.T.DEP. Ten plik jest tylko widoczny,
jeśli parametr maszynowy CfgPgmMgt/dependentFiles jest
ustawiony na MANUAL . Utworzony w ten sposób plik eksploatacji
narzędzia zawiera następujące informacje:
kolumna
Znaczenie
TOKEN
TOOL
: czas pracy narzędzia na jeden
TOOL CALL
. Zapisy są uporządkowane
chronologicznie
TTOTAL
: całkowity czas pracy narzędzia
STOTAL
: wywołanie podprogramu; wpisy
są uporządkowane chronologicznie
TIMETOTAL
: całkowity czas obróbki
programu NC zostaje zapisany w
szpalcie WTIME . W szpalcie PATH TNC
zapisuje nazwę ścieżki odpowiedniego
programu NC. Kolumna TIME zawiera
sumę wszystkich TIME-wpisów (czas
posuwu bez przemieszczeń na biegu
szybkim). Wszystkie pozostałe szpalty
TNC ustawia na 0
TOOLFILE
: w kolumnie PATH TNC
zapisuje nazwę ścieżki tabeli narzędzi,
przy pomocy której przeprowadzono
test programu. W ten sposób TNC
może przy właściwym sprawdzaniu
eksploatacji narzędzia stwierdzić,
czy przeprowadzono test programu z
TOOL.T