Zaokrąglanie naroży g25 – HEIDENHAIN TNC 320 (77185x-01) ISO programming Instrukcja Obsługi
Strona 198
Programowanie: programowanie konturów
6.4
Ruchy po torze kołowym - współrzędne prostokątne
6
198
TNC 320 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 4/2014
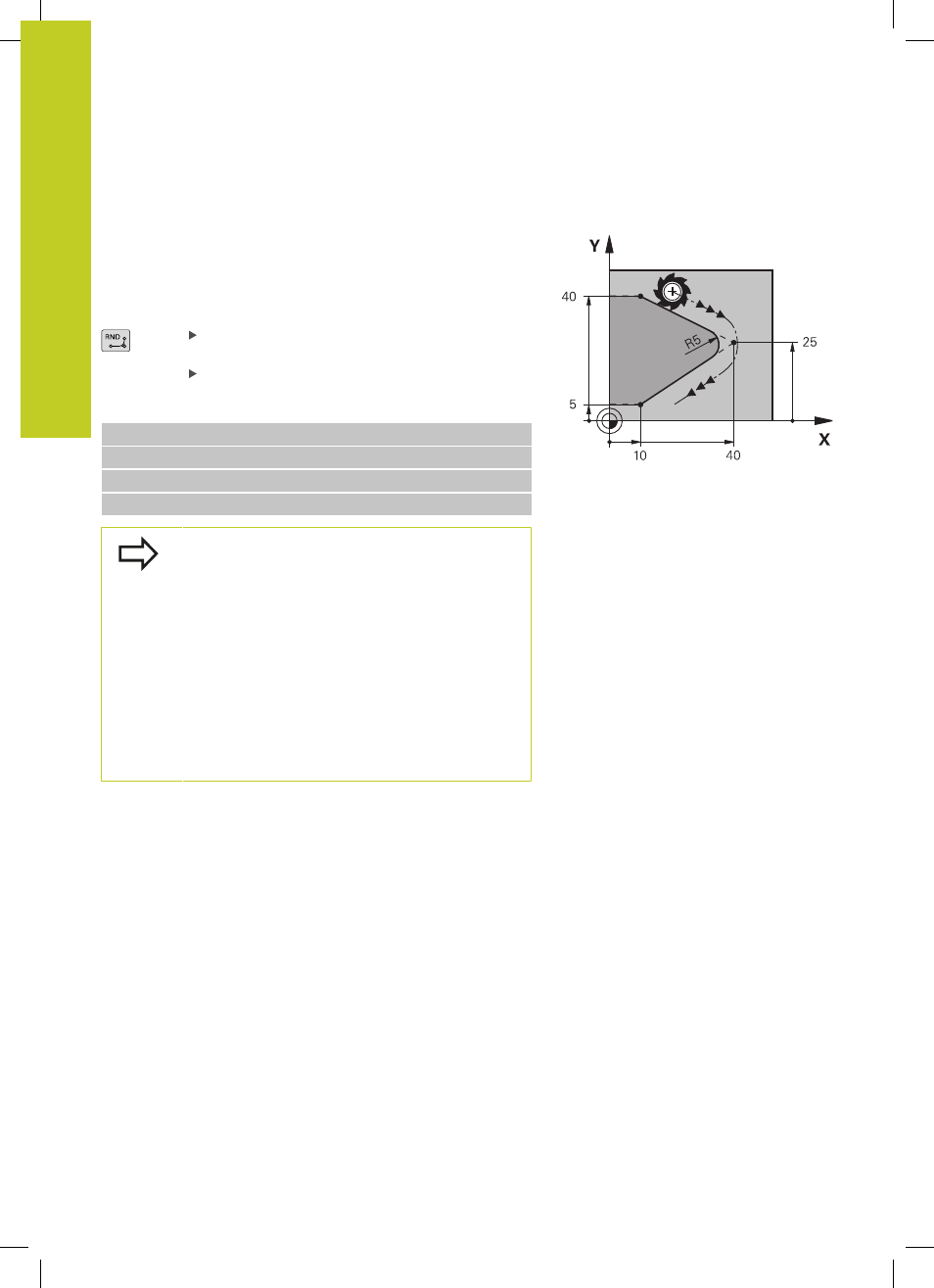
Zaokrąglanie naroży G25
Funkcja G25 zaokrągla naroża konturu.
Narzędzie przemieszcza się po torze kołowym, który przylega
stycznie do poprzedniego jak i do następnego elementu konturu.
Okręg zaokrąglenia musi być wykonywalny przy pomocy
wywołanego narzędzia.
Promień zaokrąglenia
: promień łuku kołowego,
jeśli to konieczne:
Posuw F
(działa tylko w G25-wierszu)
NC-wiersze przykładowe
5 L X+10 Y+40 RL F300 M3
6 L X+40 Y+25
7 RND R5 F100
8 L X+10 Y+5
Poprzedni i następny element konturu powinien
zawierać obydwie współrzędne płaszczyzny, na
której zostaje wykonywane zaokrąglanie narożników.
Jeśli obrabiany jest kontur bez korekcji promienia
narzędzia, to należy zaprogramować obydwie
współrzędne płaszczyzny obróbki.
Narzędzie nie jest dosuwane do punktu narożnego
danej krawędzi.
Zaprogramowany w G25-wierszu posuw działa
tylko w tym G25-wierszu. Potem obowiązuje posuw
zaprogramowany przed G25-wierszem.
Wiersz G25 można wykorzystywać także dla
miękkiego najazdu na kontur