HEIDENHAIN TNC 320 (77185x-01) ISO programming Instrukcja Obsługi
Strona 362
Programowanie: obróbka wieloosiowa
12.2 Funkcja PLANE: nachylenie płaszczyzny obróbki (opcja software 1)
12
362
TNC 320 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 4/2014
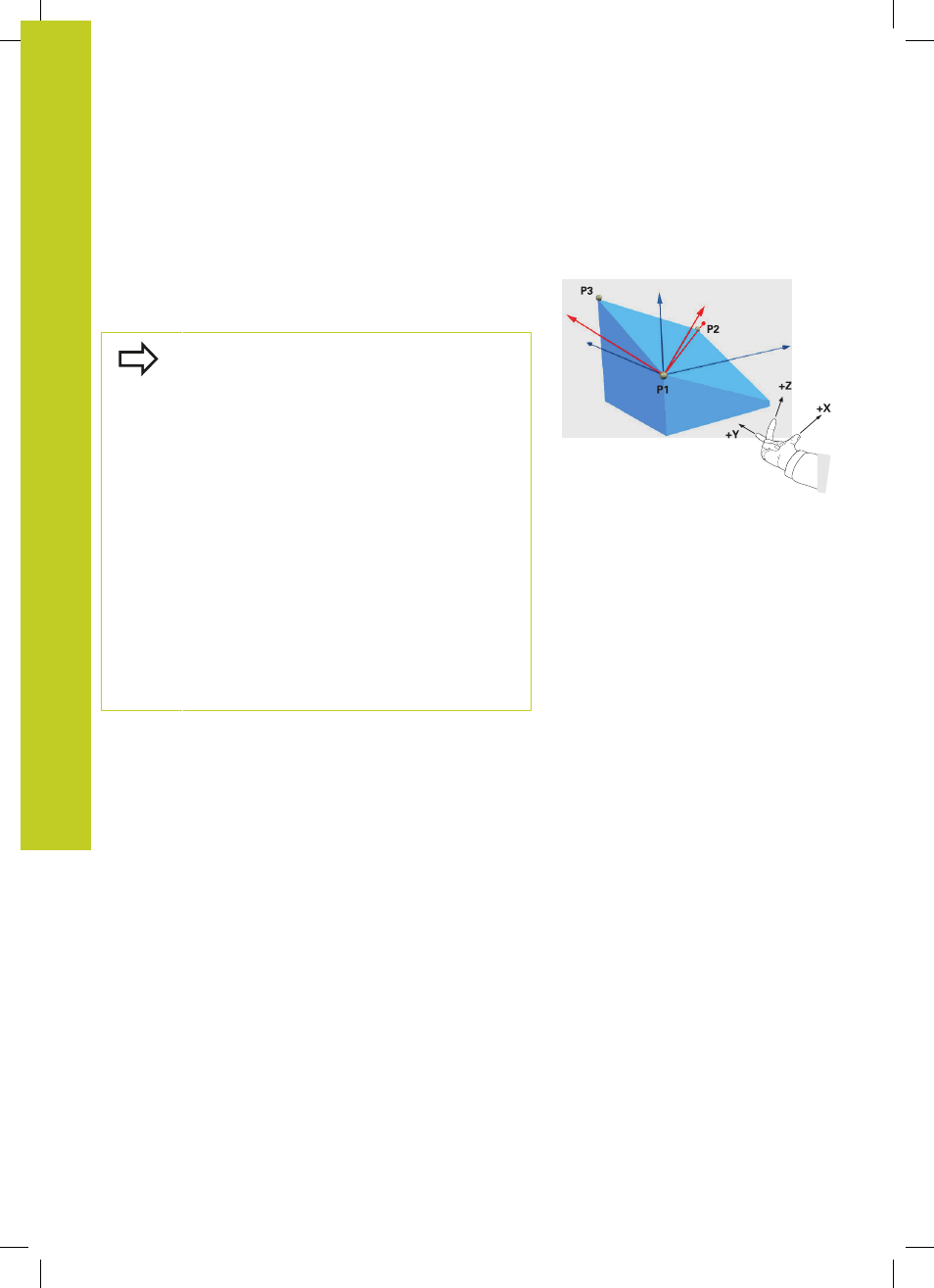
Definiowanie płaszczyzny obróbki poprzez trzy
punkty: PLANE POINTS
Zastosowanie
Płaszczyznę obróbki można jednoznacznie zdefiniować poprzez
podanie
trzech dowolnych punktów P1 do P3 tej płaszczyzny
.
Ta możliwość oddana jest do dyspozycji w funkcji PLANE POINTS.
Proszę uwzględnić przed programowaniem
Połączenie punktu 1 z punktem 2 określa kierunek
nachylonej osi głównej (X w przypadku osi narzędzi
Z).
Kierunek nachylonej osi narzędzi określamy poprzez
położenie 3. punktu odnośnie linii łączącej pomiędzy
punktem 1 i punktem 2. Przy pomocy reguły prawej
ręki (kciuk = X-oś, palec wskazujący = Y-oś, palec
środkowy = Z-oś, patrz ilustracja po prawej u góry),
obowiązuje: kciuk (oś X) pokazuje od punktu 1
do punktu 2, palec wskazujący ( oś Y) pokazuje
równolegle do nachylonej osi Y w kierunku punktu
3. Wówczas palec środkowy pokazuje w kierunku
nachylonej osi narzędzi.
Te trzy punkty definiują nachylenie płaszczyzny.
Położenie aktywnego punktu zerowego nie zostaje
zmienione przez TNC.
Opis parametrów dla zachowania przy
pozycjonowaniu: patrz "Określenie zachowania przy