2 automatyczne ustalanie punktów odniesienia – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Instrukcja Obsługi
Strona 94
94
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.2 Automatyczne ustalanie punktów odniesienia
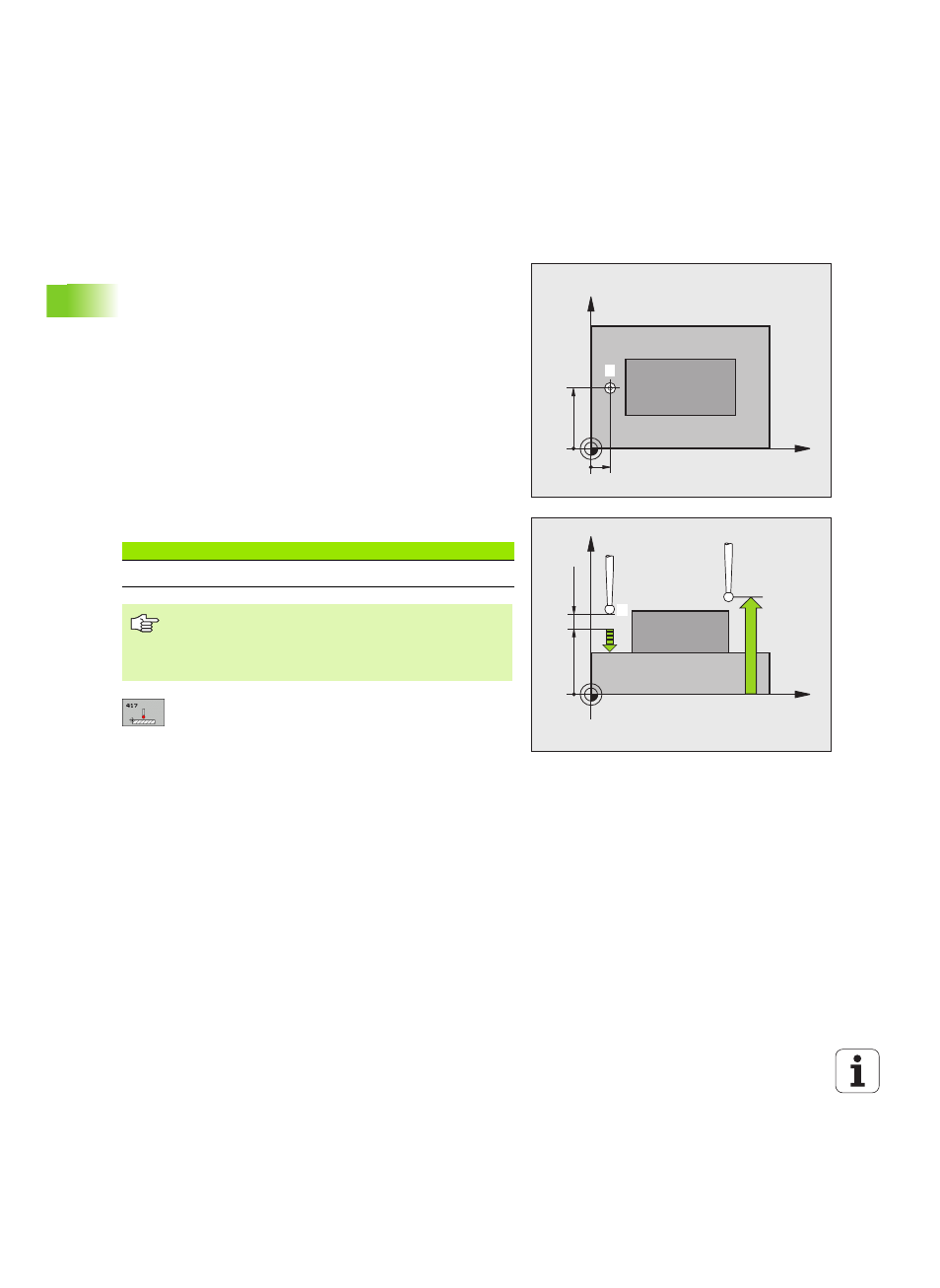
PUNKT ODNIESIENIA OS SONDY (cykl sondy 417,
DIN/ISO: G417)
Cykl sondy pomiarowej 417 mierzy dowolną współrzędną w osi sondy
pomiarowej i wyznacza tę współrzędną jako punkt odniesienia. Do
wyboru TNC może zapisywać zmierzoną współrzędną także do tabeli
punktów zerowych lub tabeli preset.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z kolumny
FMAX) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 21)
do
zaprogramowanego punktu próbkowania
1
. TNC przesuwa przy
tym sondę pomiarową o odstęp bezpieczeństwa w kierunku
dodatniej osi sondy pomiarowej
2 Następnie sonda pomiarowa przemieszcza się po osi sondy na
wprowadzoną współrzędną punktu próbkowania
1
i rejestruje
prostym próbkowaniem pozycję rzeczywistą
3 Następnie TNC pozycjonuje sondę pomiarową z powrotem na
bezpieczną wysokość i przetwarza ustalony punkt odniesienia w
zależności od parametrów cyklu Q303 i Q305 (patrz „Obliczony
punkt odniesienia zapisaæ do pamiêci” na stronie 64)
i zapisuje
wartość rzeczywistą w poniżej przedstawionym parametrze Q
1. punkt pomiaru 1. osi Q263 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
głównej płaszczyzny obróbki
1. punkt pomiaru 2. osi Q264 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki
1. punkt pomiaru 3. osi Q294 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
sondy pomiarowej
Bezpieczna wysokość Q320 (przyrostowo): dodatkowy
odstęp pomiędzy punktem pomiaru i kulką sondy
pomiarowej. Q320 działa addytywnie do SET_UP
Bezpieczna wysokość Q260 (absolutna): współrzędna
na osi sondy pomiarowej, na której nie może dojść do
kolizji pomiędzy sondą i obrabianym przedmiotem
(mocowadłem)
X
Y
Q264
Q263
1
X
Z
Q260
Q294
MP61
40
+
Q320
1
Numer parametru
Znaczenie
Q160
Wartość rzeczywista, zmierzony punkt
Proszę uwzględnić przed programowaniem
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.
TNC wyznacza potem na tej osi punkt odniesienia.