2 automatyczne ustalanie punktów odniesienia – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Instrukcja Obsługi
Strona 86
86
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.2 Automatyczne ustalanie punktów odniesienia
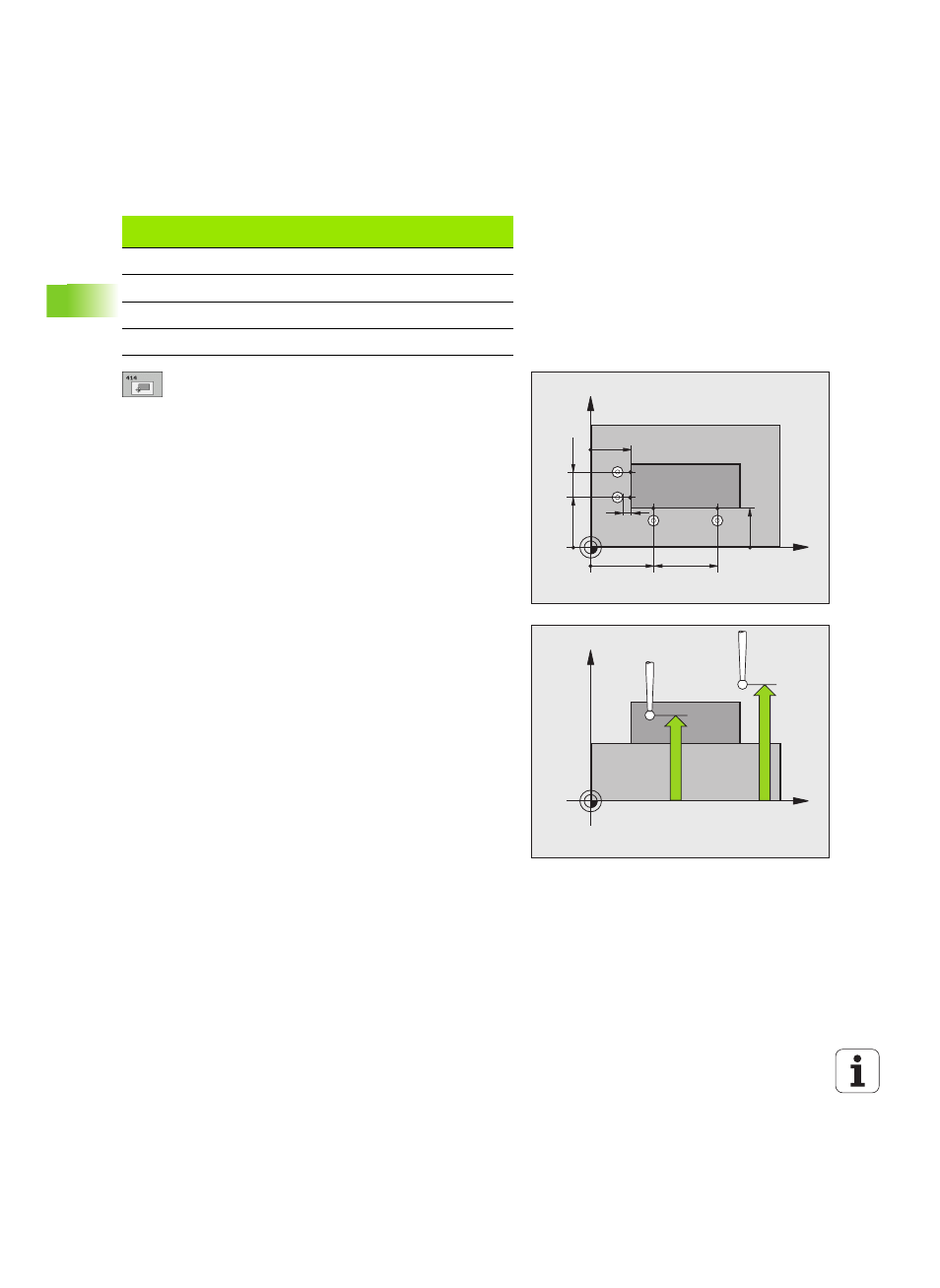
1. punkt pomiaru 1. osi Q263 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
głównej płaszczyzny obróbki
1. punkt pomiaru 2. osi Q264 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki
Odległość 1. osi Q326 (przyrostowo): odległość
pomiędzy pierwszym i drugim punktem pomiarowym
na osi głównej płaszczyzny obróbki
3. punkt pomiaru 1. osi Q296 (absolutnie):
współrzędna trzeciego punktu próbkowania na osi
głównej płaszczyzny obróbki
3. punkt pomiaru 2. osi Q297 (absolutnie):
współrzędna trzeciego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki
Odległość 2. osi Q327 (przyrostowo): odległość
pomiędzy trzecim i czwartym punktem pomiarowym
na osi pomocniczej płaszczyzny obróbki
Wysokość pomiaru w osi sondy Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar
Bezpieczna wysokość Q320 (przyrostowo): dodatkowy
odstęp pomiędzy punktem pomiaru i kulką sondy
pomiarowej. Q320 działa addytywnie do SET_UP
Bezpieczna wysokość Q260 (absolutna): współrzędna
na osi sondy pomiarowej, na której nie może dojść do
kolizji pomiędzy sondą i obrabianym przedmiotem
(mocowadłem)
Przejazd na bezpieczną wysokość Q301: określić, jak
sonda ma przemieszczać się pomiędzy punktami
pomiarowymi:
0: przejazd pomiędzy punktami pomiarowymi na
wysokość pomiaru
1: przemieszczenie pomiędzy punktami pomiaru na
bezpiecznej wysokości
Wykonanie obrotu od podstawy Q304: określić, czy
TNC ma kompensować ukośne położenie
obrabianego przedmiotu poprzez obrót:
0: nie wykonywać obrotu od podstawy
1: wykonać obrót od podstawy
Na-
roże
Współrzędna X
Współrzędna Y
A
Punkt
1
większy od punktu
3
Punkt
1
mniejszy od punktu
3
B
Punkt
1
mniejszy od punktu
3
Punkt
1
mniejszy od punktu
3
C
Punkt
1
mniejszy od punktu
3
Punkt
1
większy od punktu
3
D
Punkt
1
większy od punktu
3
Punkt
1
większy od punktu
3
X
Y
Q297
Q263
Q326
Q264
Q296
Q327
MP6140
+
Q320
X
Y
Q261
Q260