2 automatyczne ustalanie punktów odniesienia – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Instrukcja Obsługi
Strona 74
74
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.2 Automatyczne ustalanie punktów odniesienia
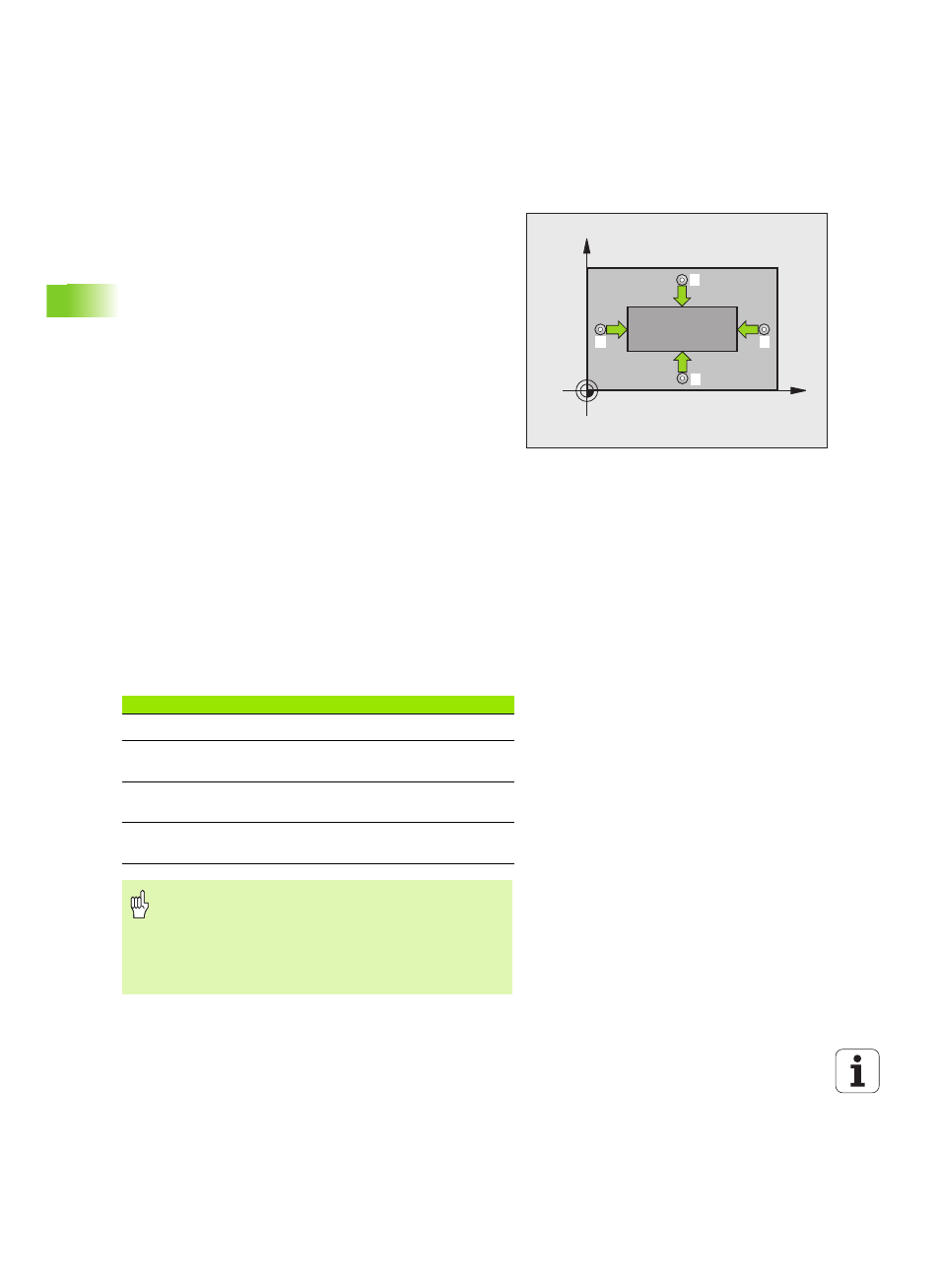
PUNKT ODNIESIENIA PROSTOKAT ZEWN.
(cykl sondy 411, DIN/ISO: G411)
Cykl sondy pomiarowej 411 ustala punkt środkowy czopu
prostokątnego i wyznacza ten punkt środkowy jako punkt odniesienia.
Do wyboru TNC może zapisywać punkt środkowy także do tabeli
punktów zerowych lub tabeli preset.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z kolumny
FMAX) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 21)
do
punktu próbkowania
1
. TNC oblicza punkty pomiaru na podstawie
danych w cyklu i odstępu bezpieczeństwa z kolumny SET_UP
tabeli układów pomiarowych
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i przeprowadza pierwszą operację próbkowania
z posuwem próbkowania (kolumna F)
3 Następnie sonda pomiarowa przemieszcza się równolegle do osi
na wysokość pomiaru albo na bezpieczną wysokość, do
następnego punktu próbkowania
2
i przeprowadza drugą operację
próbkowania
4 TNC pozycjonuje sondę pomiarową do punktu próbkowania
3
a
następnie do punktu próbkowania
4
i przeprowadza tam trzecią i
czwartą operację próbkowania
5 Następnie TNC pozycjonuje sondę pomiarową z powrotem na
bezpieczną wysokość i przetwarza ustalony punkt odniesienia w
zależności od parametrów cyklu Q303 i Q305 (patrz „Obliczony
punkt odniesienia zapisaæ do pamiêci” na stronie 64)
6 Jeśli jest to wymagane, TNC ustala następnie w oddzielnym
zabiegu próbkowania jeszcze punkt bazowy na osi sondy
pomiarowej i zapisuje wartości rzeczywiste w następujących
parametrach Q
X
Y
1
2
4
3
Numer parametru
Znaczenie
Q151 Wartość rzeczywista środek oś główna
Q152
Wartość rzeczywista środek oś
pomocnicza
Q154
Wartość rzeczywista długość boku oś
główna
Q155
Wartość rzeczywista długość boku oś
pomocnicza
Proszę uwzględnić przed programowaniem
Aby uniknąć kolizji pomiędzy sondą i przedmiotem, proszę
wprowadzić długość 1-szego i 2-giego boku czopu nieco
za duży.
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.