Obrot podstawowy (cykl sondy 400, din/iso: g400) – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Instrukcja Obsługi
Strona 44
44
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.1 Automatyczne rejestrowanie uko
śnego po
ło
żenia prze
dmiotu
OBROT PODSTAWOWY (cykl sondy 400,
DIN/ISO: G400)
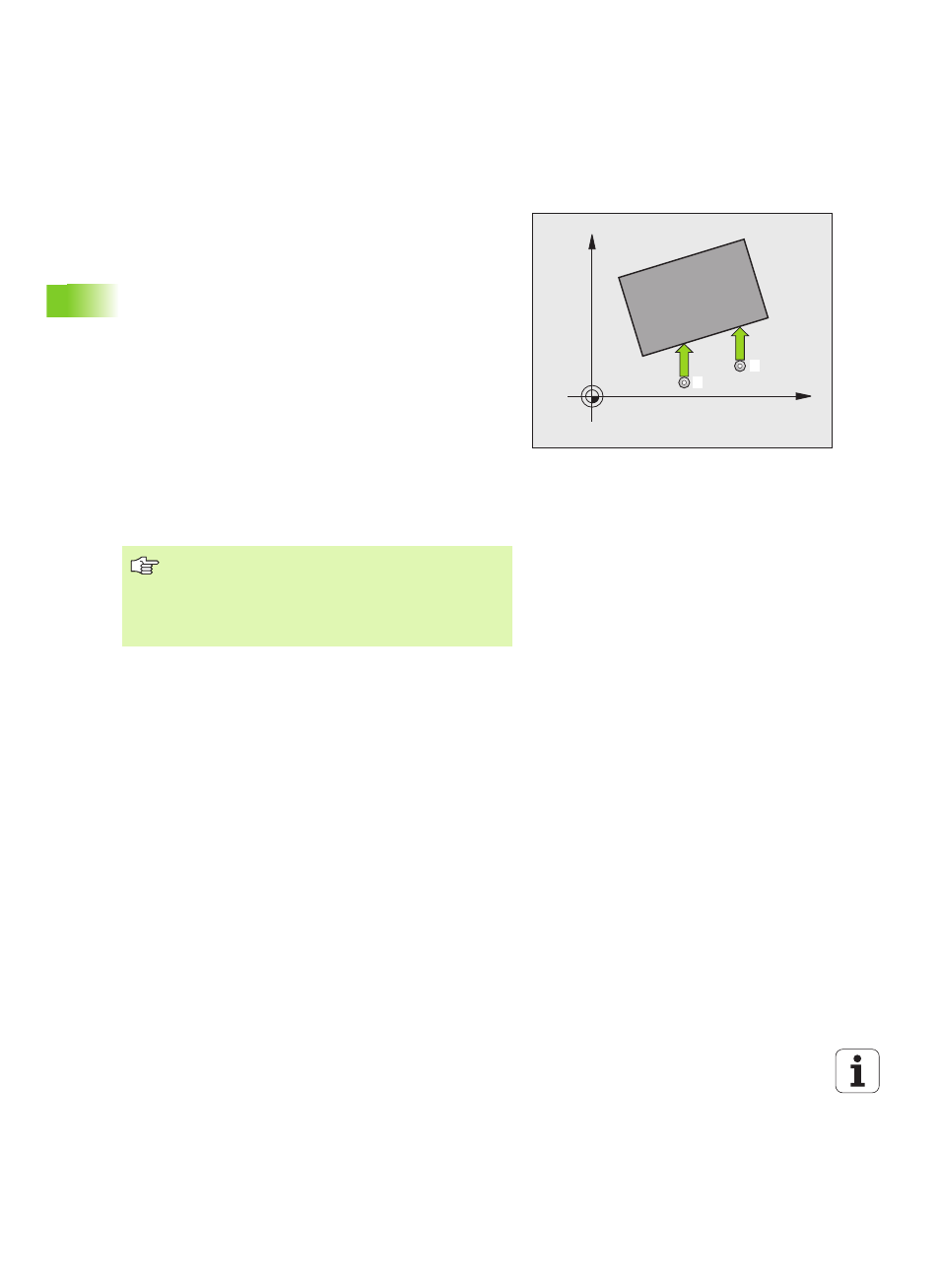
Cykl sondy pomiarowej 400 ustala poprzez pomiar dwóch punktów,
które muszą leżeć na prostej, położenie ukośne obrabianego
przedmiotu. Poprzez funkcję Obrót podstawowy TNC kompensuje
zmierzoną wartość (Patrz tak¿e \gKompensowanie ukoœnego
po³o¿enia przedmiotu” na stronie 32
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z kolumny
FMAX) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 21)
do
zaprogramowanego punktu próbkowania
1
. TNC przesuwa przy
tym sondę pomiarową o odstęp bezpieczeństwa w kierunku
przeciwnym do ustalonego kierunku przemieszczenia
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i przeprowadza pierwszą operację próbkowania
z posuwem próbkowania (kolumna F)
3 Następnie sonda pomiarowa przemieszcza się do następnego
punktu próbkowania
2
i wykonuje drugą operację próbkowania
4 TNC pozycjonuje sondę pomiarową z powrotem na bezpieczną
wysokość i przeprowadza ustalony obrót podstawowy
X
Y
1
2
Proszę uwzględnić przed programowaniem
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej
TNC wycofuje aktywny obrót podstawowy na początku
cyklu.