HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Instrukcja Obsługi
Strona 45
HEIDENHAIN TNC 320
45
3.1 Automatyczne rejestrowanie uko
śnego po
ło
żenia prze
dmiotu
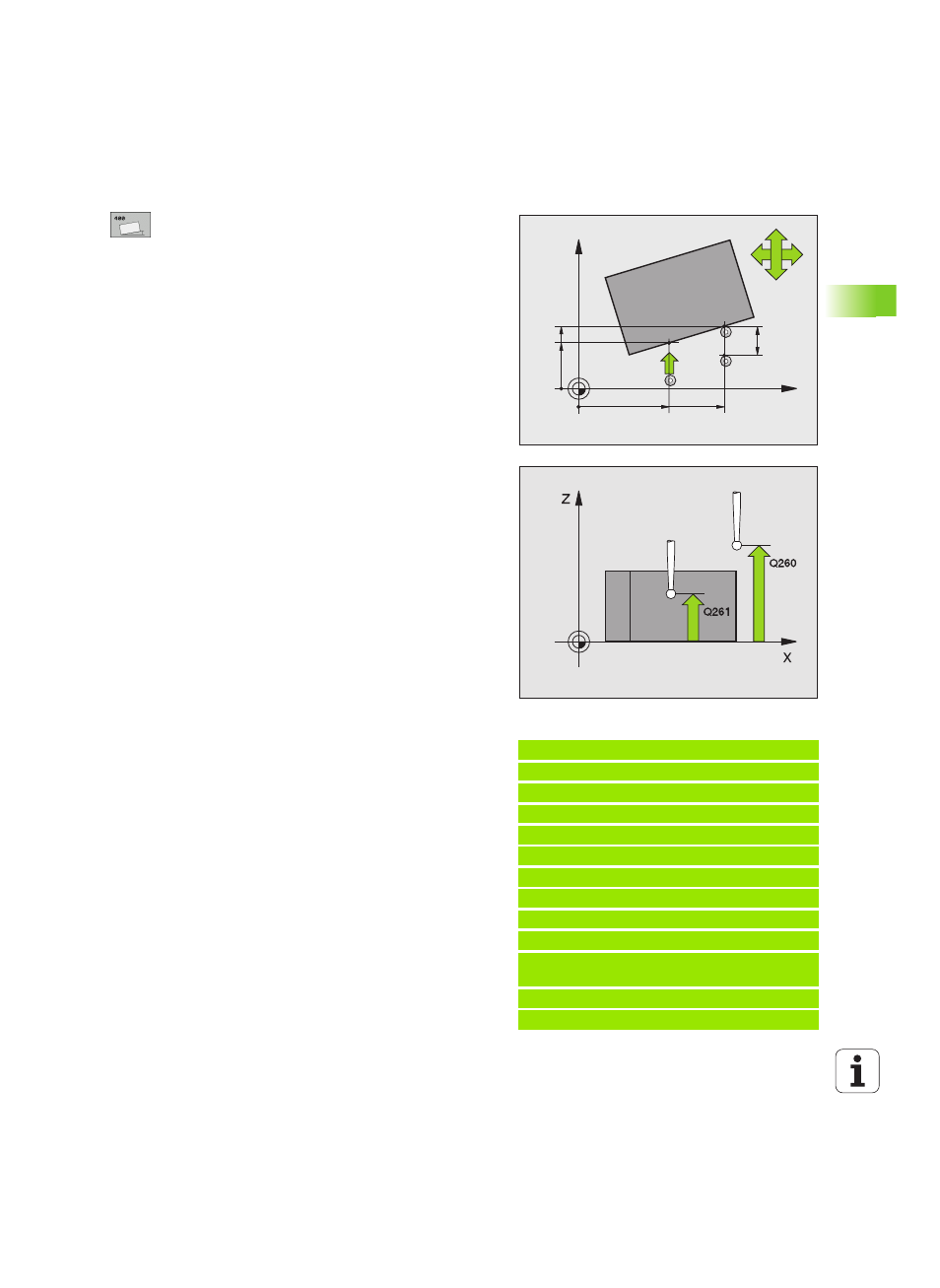
1. punkt pomiaru 1. osi Q263 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
głównej płaszczyzny obróbki
1. punkt pomiaru 2. osi Q264 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki
2. punkt pomiaru 1. osi Q265 (absolutnie):
współrzędna drugiego punktu próbkowania na osi
głównej płaszczyzny obróbki
2. punkt pomiaru 2. osi Q266 (absolutnie):
współrzędna drugiego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki
Oś pomiaru Q272: oś płaszczyzny obróbki, na której
ma być przeprowadzony pomiar:
1:oś główna = oś pomiaru
2:oś pomocnicza = oś pomiaru
Kierunek przemieszczenia 1 Q267: kierunek, w którym
sonda ma zbliżyć się do obrabianego przedmiotu:
-1:kierunek przemieszczenia ujemny
+1:kierunek przemieszczenia dodatni
Wysokość pomiaru w osi sondy Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar
Bezpieczna wysokość Q320 (przyrostowo): dodatkowy
odstęp pomiędzy punktem pomiaru i kulką sondy
pomiarowej. Q320 działa addytywnie do SET_UP
Bezpieczna wysokość Q260 (absolutna): współrzędna
na osi sondy pomiarowej, na której nie może dojść do
kolizji pomiędzy sondą i obrabianym przedmiotem
(mocowadłem)
Przejazd na bezpieczną wysokość Q301: określić, jak
sonda ma przemieszczać się pomiędzy punktami
pomiarowymi:
0: przejazd pomiędzy punktami pomiarowymi na
wysokość pomiaru
1: przemieszczenie pomiędzy punktami pomiaru na
bezpiecznej wysokości
Nastawienie wstępne obrotu od podstawy Q307
(absolutnie): Jeśli przewidziane do zmierzenia
położenie ukośne ma odnosić się nie do osi głównej,
lecz do dowolnej prostej, to należy wprowadzić kąt tej
prostej bazowej. TNC ustala wówczas dla obrotu
podstawowego różnicę ze zmierzonej wartości i kąta
prostej bazowej.
Numer preset w tabeli Q305: podać numer w tabeli
preset, pod którym TNC ma zapisywać ustalony obrót
od podstawy. Przy zapisie Q305=0, TNC odkłada
ustalony obrót podstawowy w ROT-menu trybu pracy
Obsługa ręczna
Példa: NC-wiersze
5 TCH PROBE 400 OBROT PODSTAWOWY
Q263=+10 ;1. PUNKT 1. OSI
Q264=+3.5 ;1. PUNKT 2. OSI
Q265=+25 ;2. PUNKT 1. OSI
Q266=+2 ;2. PUNKT 2. OSI
Q272=2
;OS POMIARU
Q267=+1
;KIERUNEK PRZEMIESZCZENIA
Q261=-5
;WYSOKOSC POMIARU
Q320=0
;BEZPIECZNY ODSTEP
Q260=+20 ;BEZPIECZNA WYSOKOSC
Q301=0
;PRZEJAZD NA
BEZP.WYSOKOSC
Q307=0
;NAST.WST. OBROT PODST.
Q305=0
;NR. IN TABELI
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
MP6140
+
Q320