5 obróbka z osiami równoległymi u, v i w, Przegląd, Obróbka z osiami równoległymi u, v i w – HEIDENHAIN TNC 640 (34059x-05) Instrukcja Obsługi
Strona 416
Programowanie: funkcje specjalne
11.5 Obróbka z osiami równoległymi
U, V i W
11
416
TNC 640 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 5/2015
11.5
Obróbka z osiami równoległymi
U, V i W
Przegląd
Maszyna musi być skonfigurowana odpowiednio
przez producenta maszyn, jeśli chcemy korzystać z
funkcji równoległych osi.
W zależności od konfiguracji funkcja PARAXCOMP
może być standardowo włączona.
Należy zapoznać się z instrukcją obsługi maszyny!
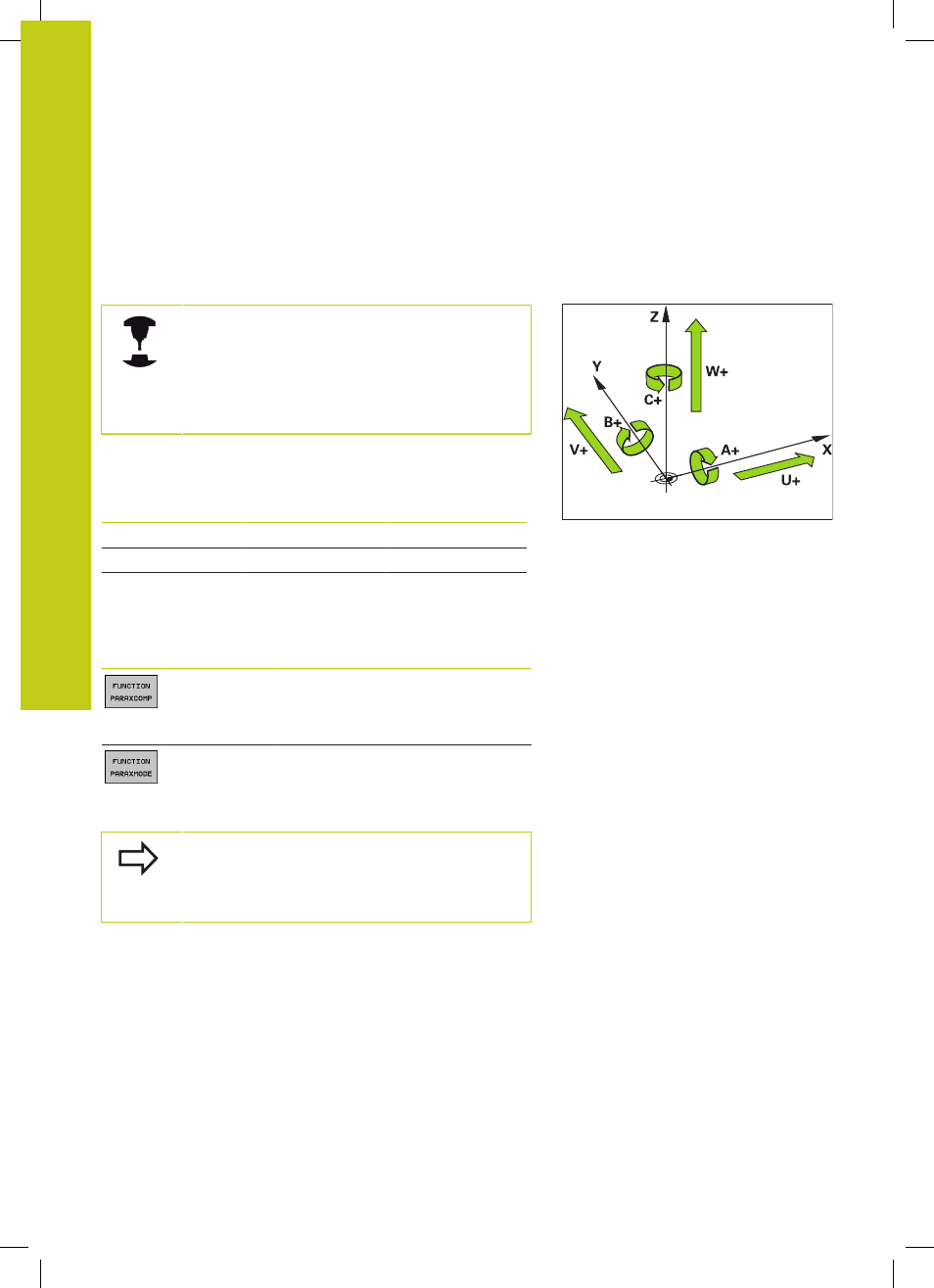
Oprócz osi głównych X, Y i Z istnieją równolegle przebiegające osie
pomocnicze U, V i W. Osie główne i osie równoległe posiadają stałe
przyporządkowanie.
Oś główna
Oś równoległa
Oś obrotu
X
U
A
Y
V
B
Z
W
C
TNC udostępnia dla obróbki przy pomocy osi równoległych U, V i W
następujące funkcje do dyspozycji:
Softkey Funkcja
Znaczenie
Strona
PARAXCOMP
Zdefiniować, jak TNC
ma zachowywać się
przy pozycjonowaniu
osi równoległych
PARAXMODE
Zdefiniować, przy
pomocy jakich osi TNC
ma przeprowadzić
obróbkę
Po rozruchu TNC działa zasadniczo konfiguracja
standardowa.
Przed zmianą kinematyki maszyny należy
dezaktywować funkcje osi równoległych.