Funkcje dodatkowe dla danych współrzędnych 10.3 – HEIDENHAIN TNC 640 (34059x-05) Instrukcja Obsługi
Strona 373
Funkcje dodatkowe dla danych współrzędnych 10.3
10
TNC 640 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 5/2015
373
Postępowanie z M92 – punkt bazowy maszyny
Oprócz punktu zerowego maszyny może jej
producent wyznaczyć jeszcze jedną stałą pozycję
maszyny (punkt odniesienia maszyny).
Producent maszyn określa dla każdej osi odległość
punktu odniesienia maszyny od punktu zerowego
maszyny. Należy zapoznać się z instrukcją obsługi
maszyny!
Jeśli współrzędne w wierszach pozycjonowania powinny odnosić
się do punktu odniesienia maszyny, to proszę wprowadzić w tych
wierszach M92.
Przy pomocy M91 lub M92 TNC przeprowadza
prawidłowo korekcję promienia. Długość narzędzia
jednakże
nie
zostaje uwzględniona.
Działanie
M91 i M92 działaję tylko w tych zapisach programowych, w których
zaprogramowane jest M91 lub M92.
M91 i M92 zadziałają na początku wiersza.
Punkt odniesienia obrabianego przedmiotu
Jeśli współrzędne mają odnosić się zawsze do punktu zerowego
maszyny, to można zaryglować wyznaczanie punktu odniesienia
dla jednej lub kilku osi.
Jeśli wyznaczanie punktu odniesienia jest zablokowane dla
wszystkich osi, to TNC nie wyświetla więcej softkey WYZNACZANIE
PUNKTU ODNIESIENIA
w trybie pracy Obsługa manualna .
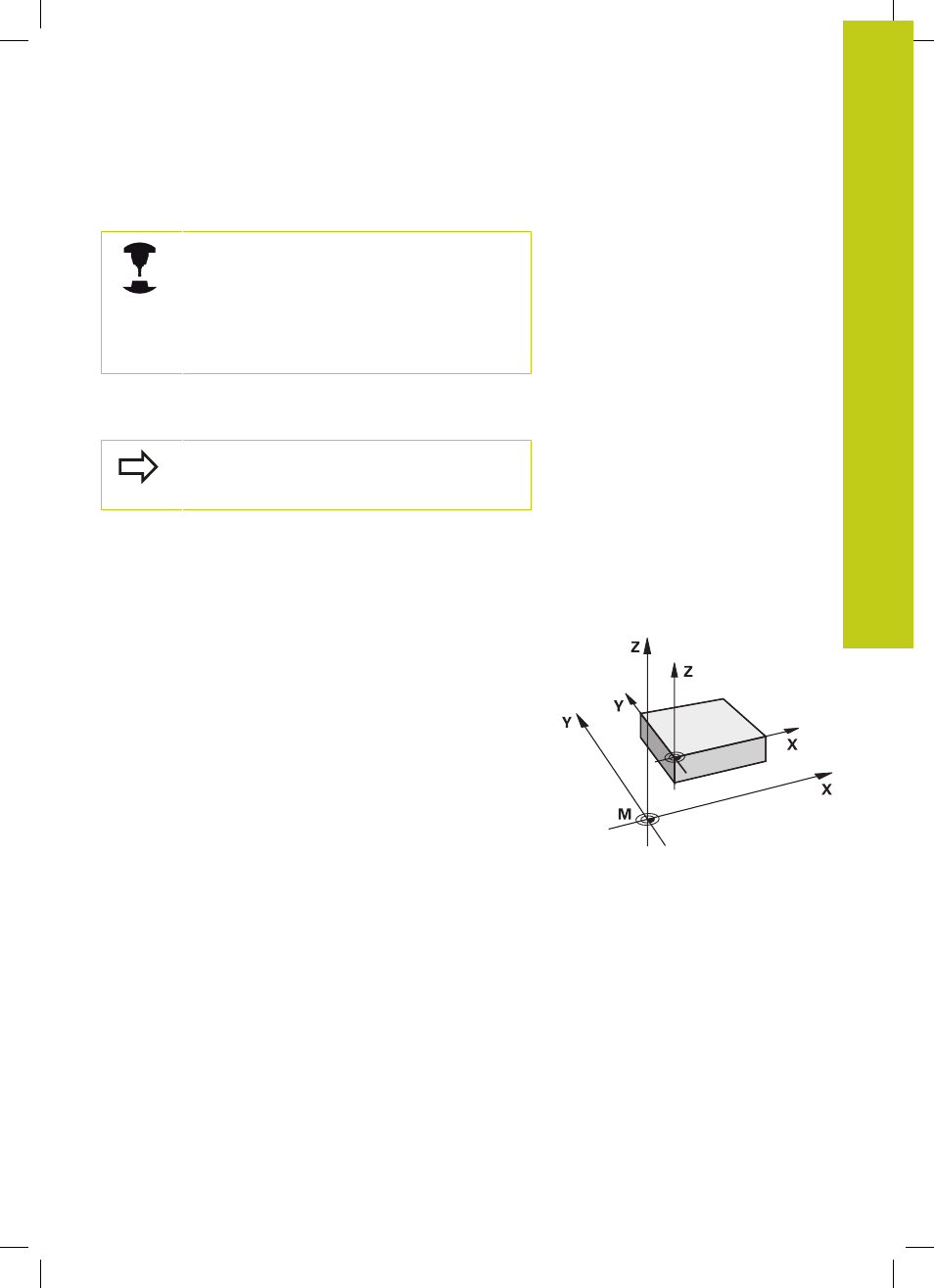
Ilustracja pokazuje układy współrzędnych z punktem zerowym
maszyny i punktem zerowym obrabianego przedmiotu.
M91/M92 w rodzaju pracy Test programu
Aby móc symulować graficznie M91/M92-przemieszczenia, należy
aktywować nadzór przestrzeni roboczej i wyświetlić półwyrób
w odniesieniu do wyznaczonego punktu odniesienia, patrz
"Przedstawienie półwyrobu w przestrzeni roboczej ", strona 604.