Funkcje dodatkowe dla osi obrotowych 12.4 – HEIDENHAIN TNC 640 (34059x-04) Instrukcja Obsługi
Strona 449
Funkcje dodatkowe dla osi obrotowych 12.4
12
TNC 640 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 4/2014
449
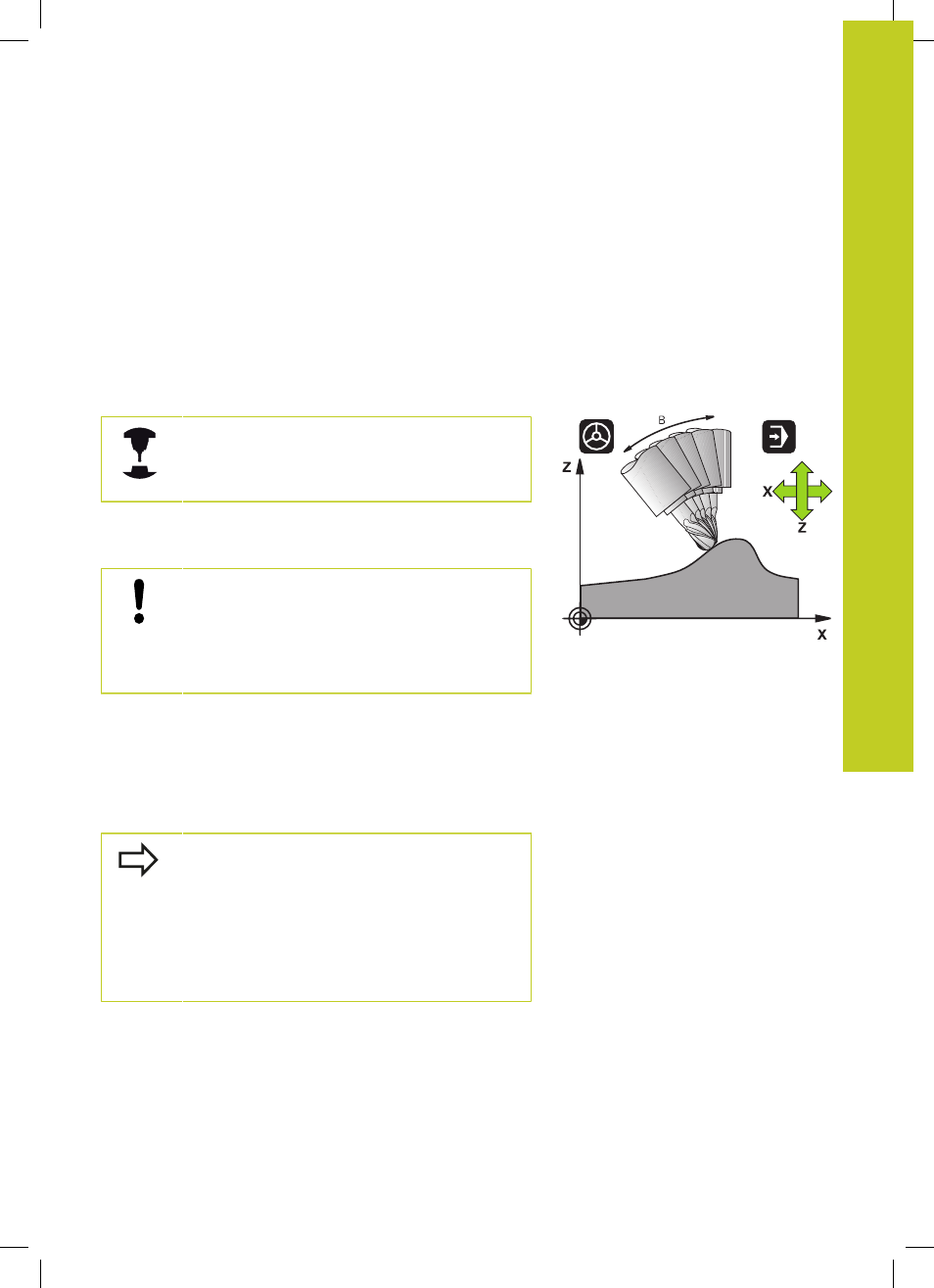
Zachować pozycję ostrza narzędzia przy
pozycjonowaniu osi wahań (TCPM*): M128 (opcja
software 2)
Postępowanie standardowe
Postępowanie standardowe TNC przemieszcza narzędzie na
określone w programie obróbki pozycje. Jeśli w programie zmienia
się pozycja osi nachylenia, to musi zostać obliczone powstające w
wyniku tego przesunięcie w osiach liniowych i dokonać go jednym
krokiem pozycjonowania.
Postępowanie z M128 (TCPM: Tool Center Point Management)
Geometria maszyny musi zostać określona przez
producenta maszyn w opisie kinematyki.
Jeśli zmienia się w programie pozycja sterowanej osi wahań, to
pozycja ostrza narzędzia w odniesieniu od obrabianego przedmiotu
pozostaje niezmieniona w czasie odchylania.
Uwaga, niebezpieczeństwo dla przedmiotu!
W przypadku osi wahań z Hirth-uzębieniem:
zmieniać położenie osi wahań dopiero kiedy
odsunięto narzędzie od materiału. W przeciwnym
wypadku mogą powstać uszkodzenia konturu
wskutek wysunięcia z uzębienia.
Po M128 można wprowadzić jeszcze posuw, z którym TNC wykona
przemieszczenia kompensacyjne w osiach liniowych.
Proszę używać M128 w połączeniu z M118, jeśli chcemy zmienić
podczas przebiegu programu położenie osi nachylnej przy pomocy
kółka obrotowego. Superpozycja pozycjonowania przy pomocy
kółka ręcznego następuje przy aktywnej M128 w stałym układzie
współrzędnych maszyny.
Przed pozycjonowaniem z M91 lub M92 albo przed
TOOL CALL
-wierszem: M128 zresetować.
Aby uniknąć uszkodzeń konturu wolno wraz z M128
używać tylko freza kształtowego.
Długość narzędzia musi odnosić się do środka kulki
freza kształtowego.
Jeśli M128 jest aktywna, to TNC pokazuje we
wskazaniu stanu symbol TCPM.