Korekcja promienia narzędzia, Korekcja narzędzi 5.3 – HEIDENHAIN TNC 640 (34059x-04) Instrukcja Obsługi
Strona 197
Korekcja narzędzi
5.3
5
TNC 640 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 4/2014
197
Korekcja promienia narzędzia
Wiersz programu dla przemieszczenia narzędzia zawiera:
RL
lub RR dla korekcji promienia
R0
, nie ma być przeprowadzona korekcja promienia
Korekcja promienia działa, bezpośrednio po wywołaniu narzędzia
i wierszem prostej na płaszczyźnie zostanie przemieszczony przy
pomocy RLlub RR .
TNC anuluje korekcję promienia, jeśli:
programujemy wiersz prostej z R0 .
opuścimy kontur przy pomocy funkcji DEP
zaprogramujemy PGM CALL
wybierzemy nowy programu przy pomocy PGM
MGT
Przy korekcji długości zostają uwzględnione wartości delta zarówno
z TOOL CALL-wiersza jak i z tabeli narzędzi:
Wartość korekcji= R + DR
TOOL CALL
+ DR
TAB
z
R
:
Promień narzędzia R z TOOL DEF-wiersza lub tabeli
narzędzi
DR
TOOL
CALL
:
Naddatek DR dla promienia z TOOL CALL-wiersza
DR
TAB
:
Naddatek DR dla promienia z tabeli narzędzi
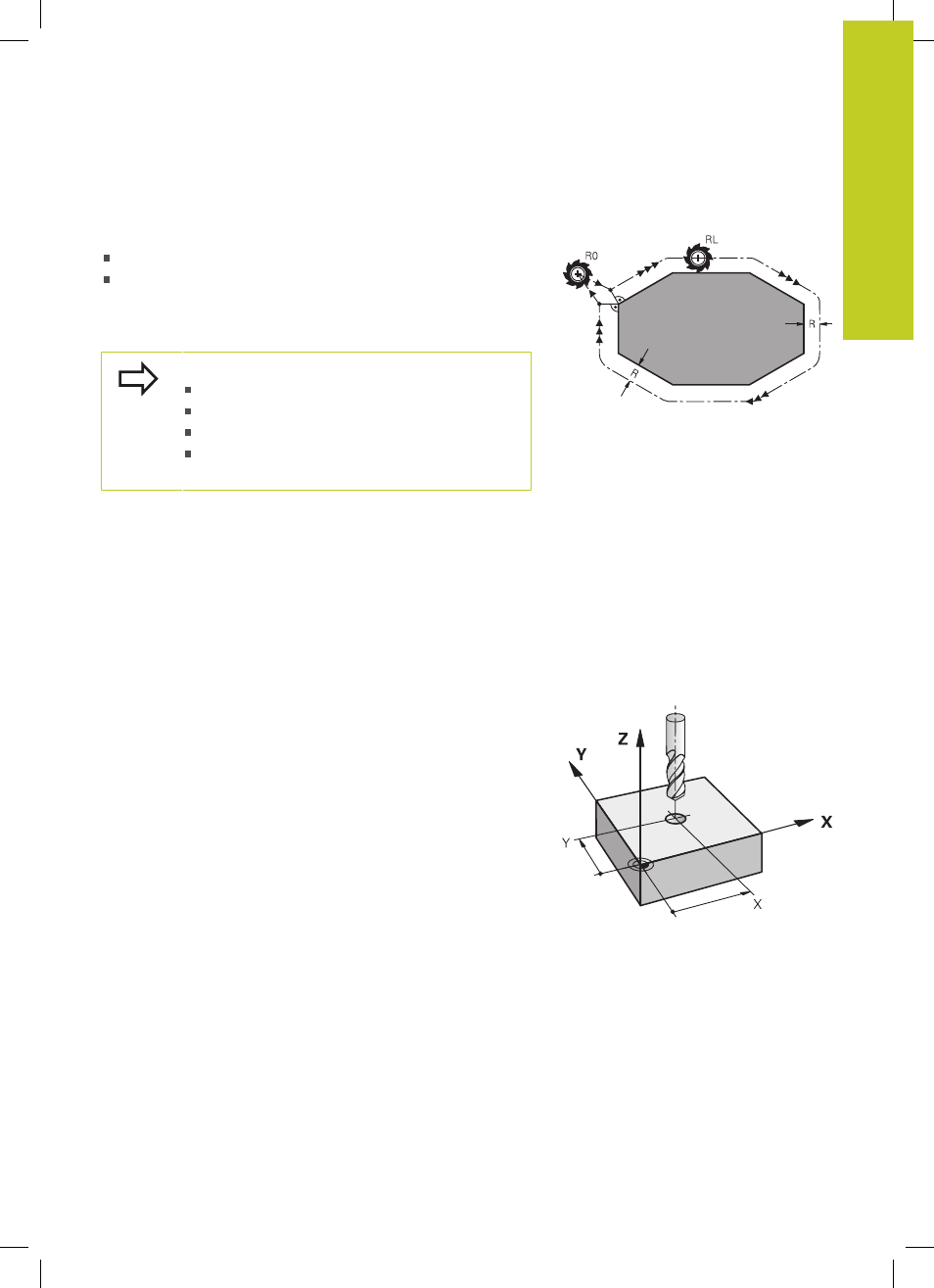
Ruchy kształtowe bez korekcji promienia: R0
Narzędzie przemieszcza się na płaszczyźnie obróbki ze swoim
punktem środkowym na zaprogramowanym torze lub na
zaprogramowanych współrzędnych.
Zastosowanie: wiercenie, prepozycjonowanie.