3 korekcja narzędzi, Wstęp, Korekcja długości narzędzia – HEIDENHAIN TNC 640 (34059x-04) Instrukcja Obsługi
Strona 196: Korekcja narzędzi, Programowanie: narzędzia 5.3 korekcja narzędzi
Programowanie: narzędzia
5.3
Korekcja narzędzi
5
196
TNC 640 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 4/2014
5.3
Korekcja narzędzi
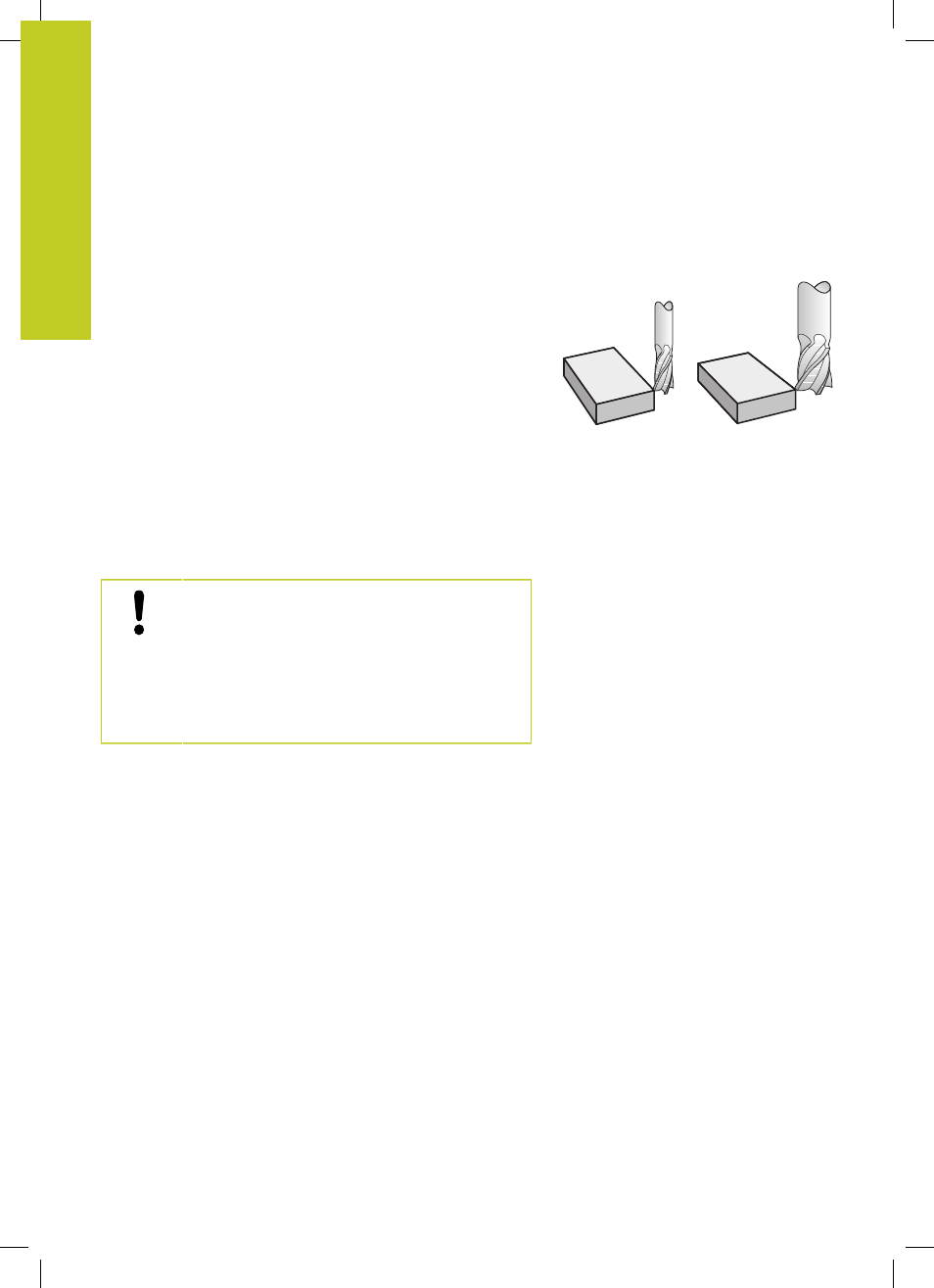
Wstęp
TNC koryguje tor narzędzia o wartość korekcji dla długości
narzędzia w osi wrzeciona i o promień narzędzia na płaszczyźnie
obróbki.
Jeśli program obróbki zostaje zestawiony bezpośrednio na TNC, to
korekcja promienia narzędzia działa tylko na płaszczyźnie obróbki.
TNC uwzględnia przy tym do pięciu osi włącznie, razem z osiami
obrotu.
Korekcja długości narzędzia
Korekcja narzędzia dla długości działa bezpośrednio po wywołaniu
narzędzia. Zostaje ona anulowana, kiedy tylko narzędzie o długości
L=0 (np. TOOL CALL 0) zostaje wywołane.
Uwaga niebezpieczeństwo kolizji!
Jeśli korekcja długości o wartości dodatniej zostanie
anulowana przy pomocy TOOL CALL 0 , to zmniejsza
się odległoćć od narzędzia do przedmiotu.
Po wywołaniu narzędzia TOOL CALL zmienia się
zaprogramowane przemieszczenie narzędzia w osi
wrzeciona o różnicę długości pomiędzy starym i
nowym narzędziem.
Przy korekcji długości zostają uwzględnione wartości delta zarówno
z TOOL CALL-wiersza jak i z tabeli narzędzi.
Wartość korekcji = L + DL
TOOL CALL
+ DL
TAB
z
L
:
Długość narzędzia L z TOOL DEF-wiersza lub tabeli
narzędzi
DL
TOOL
CALL
:
Naddatek DL dla długości z TOOL CALL-wiersza
DL
TAB
:
Naddatek DL dla długości z tabeli narzędzi