Przykład: grupy odwiertów – HEIDENHAIN TNC 640 (34059x-04) Instrukcja Obsługi
Strona 284
Programowanie: podprogramy i powtórzenia części programów
8.6
Przykłady programowania
8
284
TNC 640 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 4/2014
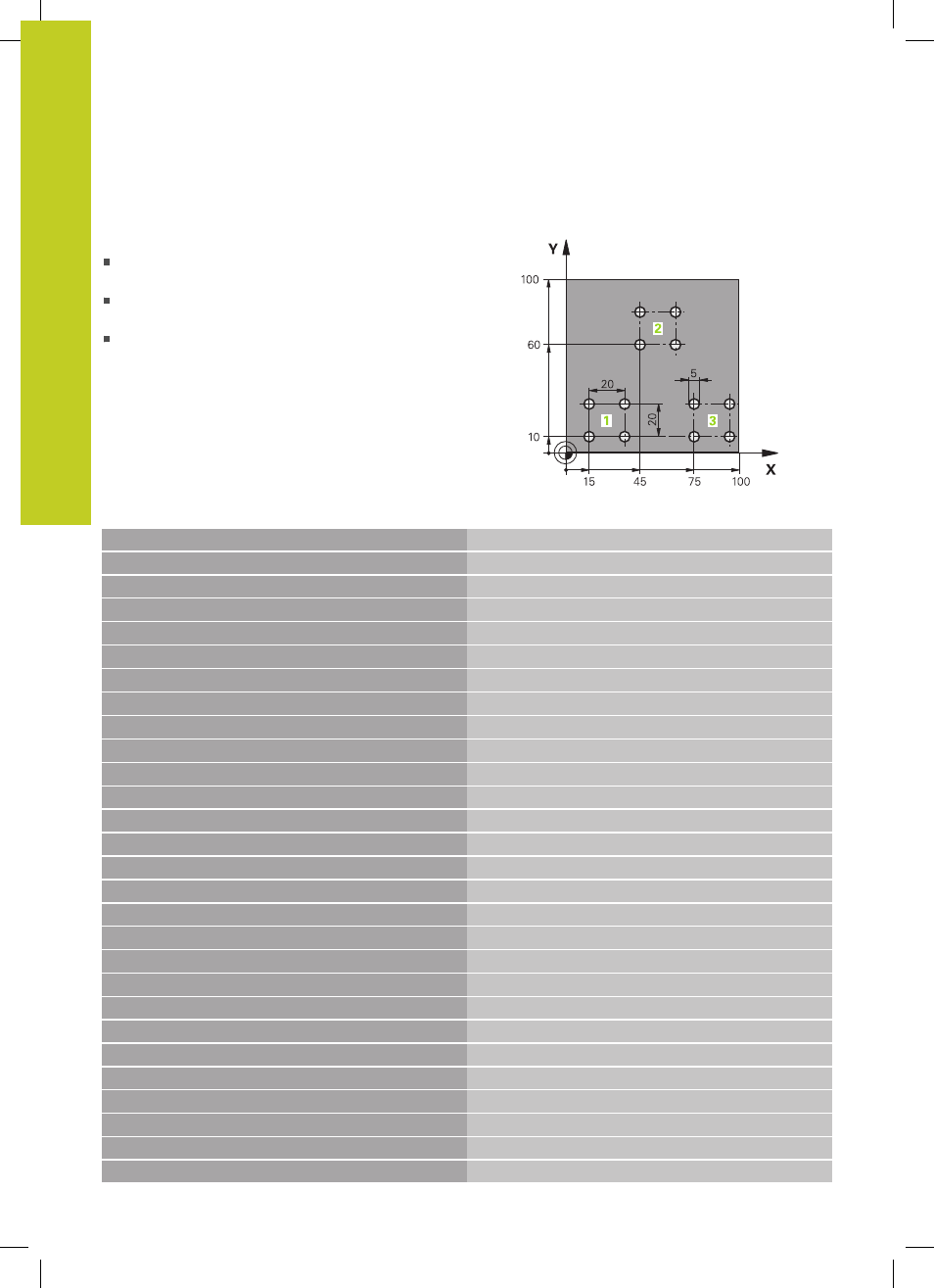
Przykład: Grupy odwiertów
Przebieg programu:
Najechać na punkt startu dla grupy odwiertów w
programie głównym
Wywołanie grupy wiercenń (podprogram 1) w
programie głównym
Grupę odwiertów zaprogramować tylko raz w
podprogramie 1
0 BEGIN PGM UP1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S5000
Wywołanie narzędzia
4 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
5 CYCL DEF 200 WIERCENIE
Definicja cyklu Wiercenie
Q200=2
;BEZPIECZNA WYSOKOŚĆ
Q201=-10
;GŁĘBOKOŚĆ
Q206=250
;F WCIĘCIE NA GŁĘB.
Q202=5
;GŁĘBOKOŚĆ WCIĘCIA
Q210=0
;CZAS ZATRZYM. U GÓRY
Q203=+0
;WSPÓŁ.POWIERZ.
Q204=10
;2. BEZ.WYSOK.
Q211=0.25
;CZAS ZATRZYM. NA DOLE
6 L X+15 Y+10 R0 FMAX M3
Dosunąć narzędzie do punktu startu grupy odwiertów 1
7 CALL LBL 1
Wywołać podprogram dla grupy odwiertów
8 L X+45 Y+60 R0 FMAX
Dosunąć narzędzie do punktu startu grupy odwiertów 2
9 CALL LBL 1
Wywołać podprogram dla grupy odwiertów
10 L X+75 Y+10 R0 FMAX
Dosunąć narzędzie do punktu startu grupy odwiertów 3
11 CALL LBL 1
Wywołać podprogram dla grupy odwiertów
12 L Z+250 R0 FMAX M2
Koniec programu głównego
13 LBL 1
Początek podprogramu 1: grupa odwiertów
14 CYCL CALL
Odwiert 1
15 L IX+20 R0 FMAX M99
Dosunąć narzędzie do odwiertu 2, wywołanie cyklu
16 L IY+20 R0 FMAX M99
Dosunąć narzędzie do odwiertu 3, wywołanie cyklu
17 L IX-20 R0 FMAX M99
Dosunąć narzędzie do odwiertu 4, wywołanie cyklu
18 LBL 0
Koniec podprogramu 1
19 END PGM UP1 MM