Cia (patrz „dowolne wejście do programu (start, Programu z dowolnego wiersza)” na stronie 575), 4 przebieg programu – HEIDENHAIN iTNC 530 (60642x-04) ISO programming Instrukcja Obsługi
Strona 575
HEIDENHAIN iTNC 530
575
16.4 Przebieg programu
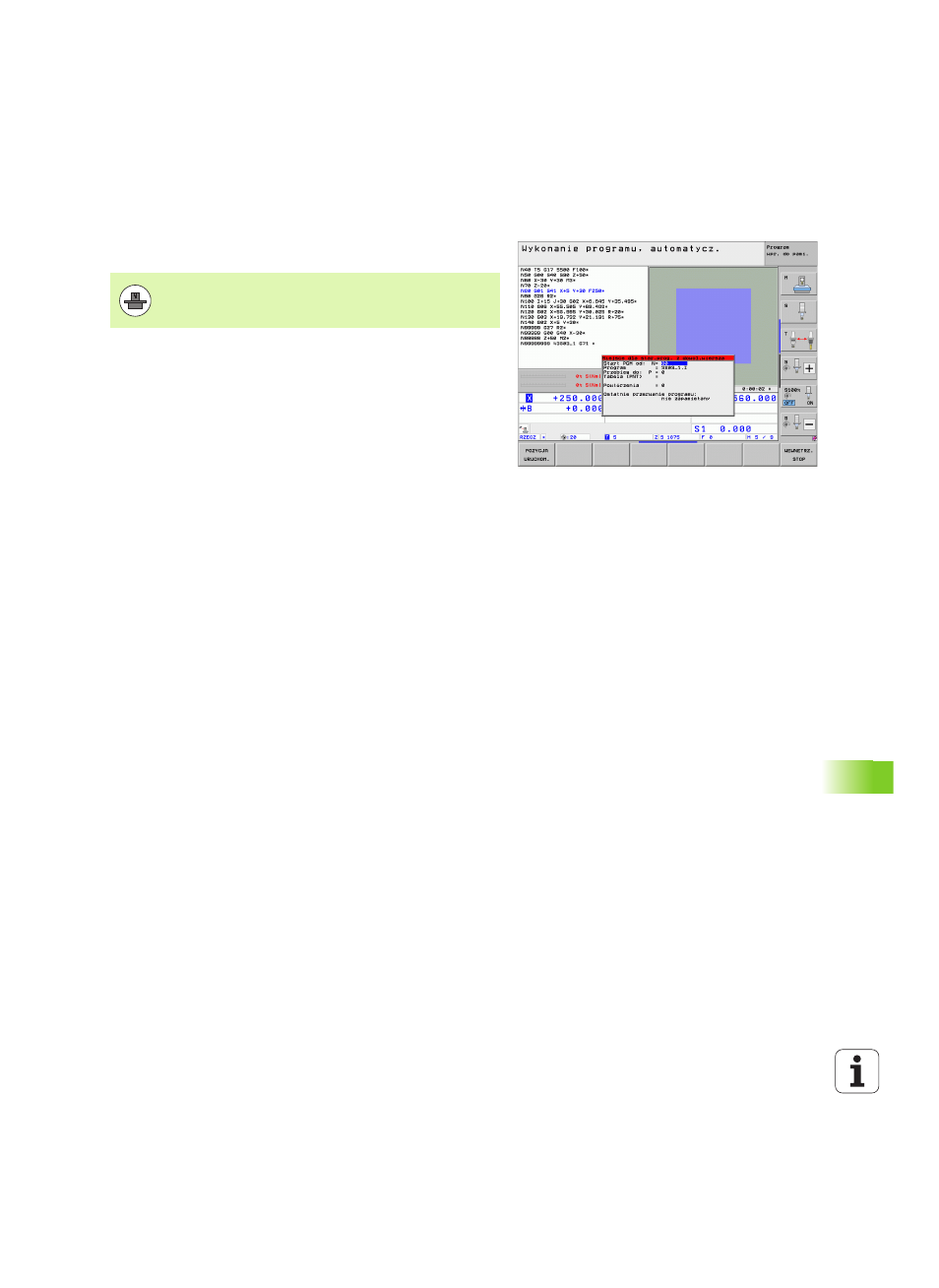
Dowolne wejście do programu (start programu z
dowolnego wiersza)
Przy pomocy funkcji PRZEBIEG DO BLOKU N (przebieg bloków w
przód) można odpracowywać program obróbki od dowolnie
wybranego bloku N. Obróbka przedmiotu zostaje do tego bloku
uwzględniona z punktu widzenia obliczeń przez TNC. Może ona także
zostać przedstawiona graficznie przez TNC. Jeśi wchodzimy na
pozycję obróbki w obrębie tabeli punktów smarT.NC (.HP), to można
wybrać pozycję wejścia przy pomocy softkey ze wspomaganiem
graficznym. Przy wejściu do tabeli punktów z rozszerzeniem .PNT,
TNC nie oddaje do dyspozycji żadnego wspomagania graficznego.
Można jednakże zdefiniować dowolny punkt poprzez numer punktu
jako miejsce wejścia.
Jeśli przerwano program przy pomocy WEW. STOP , to TNC oferuje
automatycznie wiersz N dla wejścia do programu, w którym to
przerwano program.
O ile program został przerwany przez jeden z opisanych poniżej
czynników, TNC zapisuje do pamięci ten punkt przerwania.
poprzez NOT-AUS (wyłączenie awaryjne)
poprzez przerwę w zasilaniu
poprzez zawieszenie się sterowania
Funkcja PRZEBIEG DO BLOKU N musi być udostępniona
przez producenta maszyn i przez niego dopasowana.
Proszę zwrócić uwagę na instrukcję obsługi maszyny.