Zastosowanie, Patrz „praca z paletami – HEIDENHAIN iTNC 530 (60642x-04) ISO programming Instrukcja Obsługi
Strona 470
470
Programowanie: zarządzanie paletami
13.2 Praca z p
alet
ami przy zorientowanej na narz
ędzia obróbce
13.2 Praca z paletami przy
zorientowanej na narzędzia
obróbce
Zastosowanie
Tabele palet używane są na obrabiarkach wielooperacyjnych z
urządzeniami wymiany palet: tabela palet wywołuje dla różnych palet
odpowiednie programy obróbki i aktywuje przesunięcia punktów
zerowych itd. Tabele punktów zerowych.
Można też używać tabeli palet, aby odpracować jeden po drugim różne
programy z różnymi punktami odniesienia.
Tabele palet zawierają następujące dane:
PAL/PGM (wpis koniecznie wymagany):
Wpis PAL określa oznaczenie dla palety, z FIX zostaje oznaczona
płaszczyzna zamocowania i z PGM podajemy obrabiany przedmiot
W-STATE :
Aktualny stan obróbki. Poprzez stan obróbki zostaje określony
postęp obróbki. Proszę podać dla nieobrobionej części BLANK.
TNC zmienia ten wpis przy obróbce na INCOMPLETE i po pełnej
obróbce na ENDED. Przy pomocy wpisu EMPTY zostaje
oznaczone miejsce, na którym nie zamocowano obrabianego
przedmiotu. Zapisem SKIP określamy, iż przedmiot nie ma być
obrabiany przez TNC
METODA (wpis koniecznie wymagany):
Informacja, według jakiej metody następuje optymalizacja
programu. Z WPO następuje zorientowana na przedmiot obróbka. Z
TO następuje obróbka dla tego przedmiotu z orientacją na
narzędzie. Aby włączyć następne obrabiane przedmioty do obróbki
zorientowanej na narzędzie, należy używać wpisuCTO (continued
tool oriented). Zorientowana na narzędzie obróbka jest również
możliwa ponad zamocowaniem jednej palety, jednakże nie kilku
palet
NAZWA (wpis koniecznie wymagany):
Nazwa palety lub Nazwa programu. Nazwy palet ustala producent
maszyn (proszę uwzględnić informacje zawarte w podręczniku
obsługi). Nazwy programów muszą być wprowadzone do pamięci w
tym samym skoroszycie jak i tabele palet, w przeciwnym razie
należy wprowadzić pełną nazwę ścieżki programu
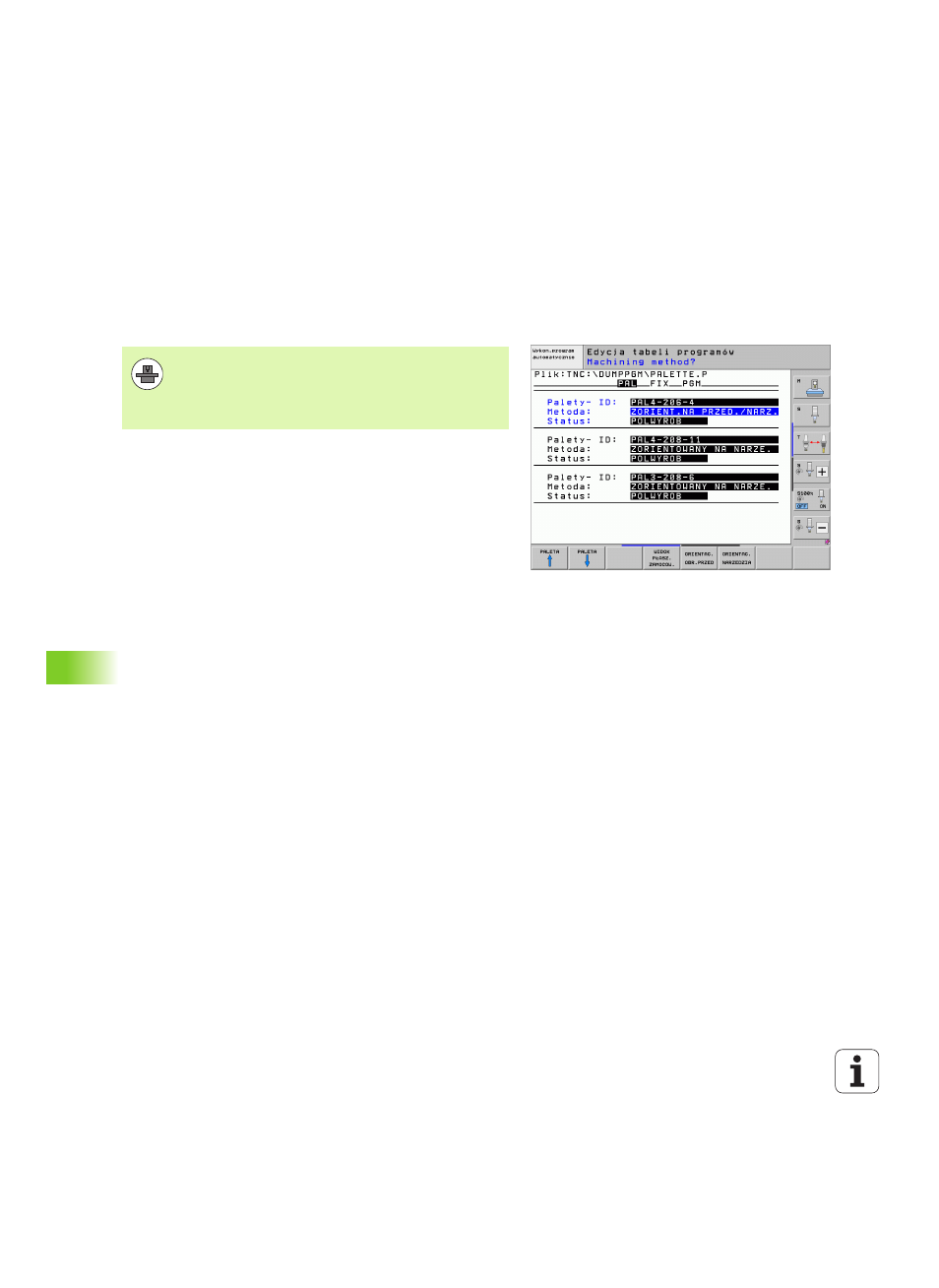
Zarządzanie paletami w połączeniu z zorientowaną na
narzędzia obróbką jest funkcją zależną od maszyny. Niżej
zostaje opisany standardowy zakres funkcji. Proszę
dodatkowo zwrócić uwagę na informacje zawarte w
podręczniku obsługi maszyny.