Wprowadzenie, Patrz „wprowadzenie” na stronie 524), Tu: patrz „kompensowanie ukośnego – HEIDENHAIN iTNC 530 (60642x-04) ISO programming Instrukcja Obsługi
Strona 524
524
Obsługa ręczna i nastawienie
14.8 Kompensowanie uko
śnego po
ło
żenia przedmiotu przy pomocy uk
ładu
pomiarowego
14.8 Kompensowanie ukośnego
położenia przedmiotu przy
pomocy układu pomiarowego
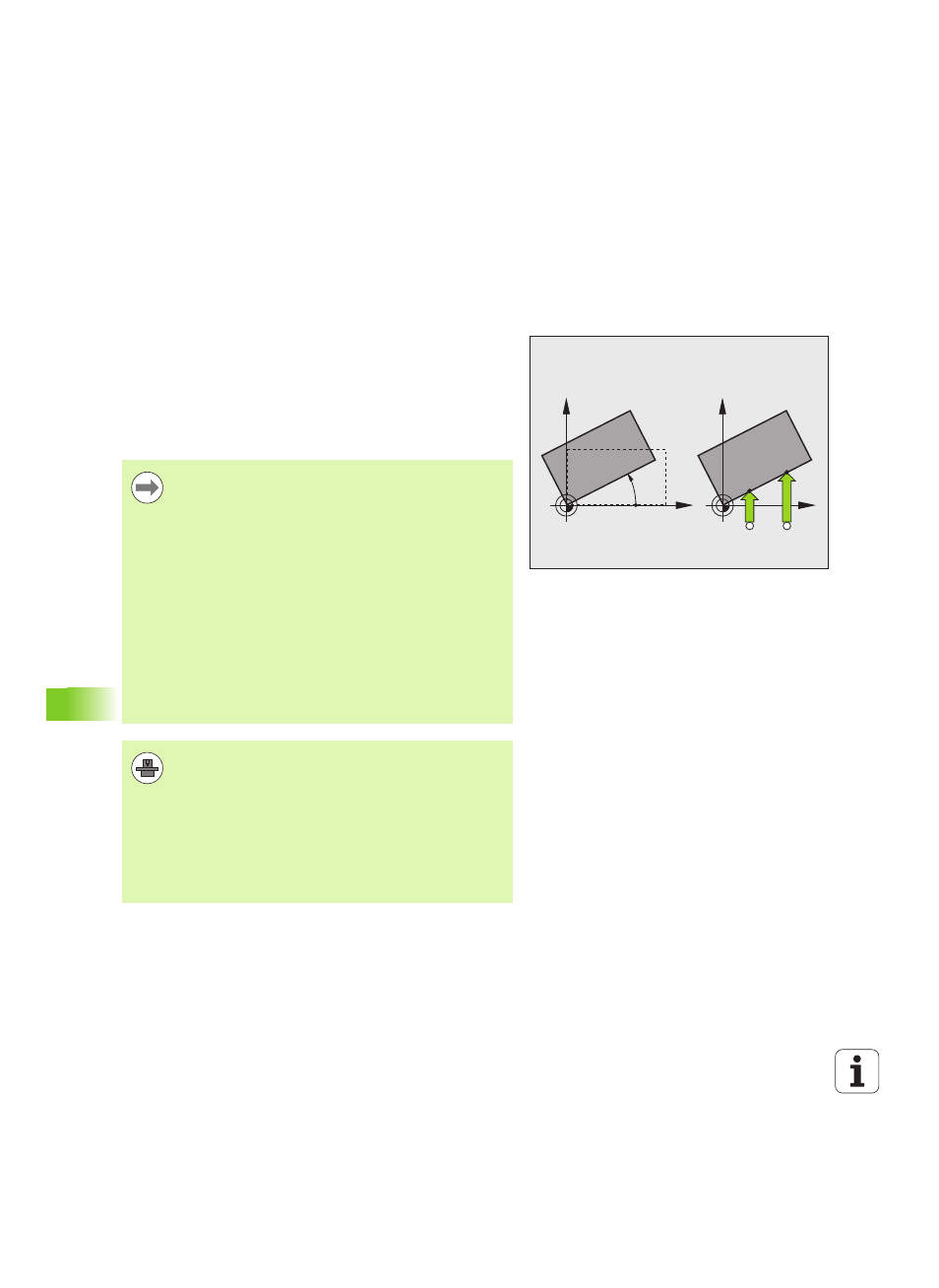
Wprowadzenie
Ukośne zamocowanie obrabianego przedmiotu TNC kompensuje
obliczeniowo poprzez „obrót od podstawy”.
W tym celu TNC ustawia kąt obrotu na ten kąt, który ma utworzyć
powierzchnia przedmiotu z osią bazową kąta płaszczyzny obróbki.
Patrz ilustracja po prawej stronie.
Alternatywnie można kompensować ukośne położenie przedmiotu
także poprzez obrót stołu okrągłego.
X
Y
PA
X
Y
A
B
Kierunek próbkowania dla pomiaru ukośnego położenia
przedmiotu wybierać zawsze prostopadle do osi bazowej
kąta.
Aby obrót podstawy został właściwie przeliczony w
przebiegu programu, należy zaprogramować w pierwszym
wierszu przemieszczenia obydwie współrzędne
płaszczyzny obróbki.
Można używać także obrotu podstawy w kombinacji z
funkcją PLANE, należy jednakże w tym przypadku
najpierw aktywować obrót podstawy a następnie funkcję
PLANE.
Jeżeli dokonuje się zmiany kąta obrotu od podstawy; to
TNC zapytuje przy opuszczeniu menu, czy należy zapisać
do pamięci ten zmieniony kąt także do odpowiedniego
wiersza w tabeli punktów odniesienia. W danym
przypadku klawiszem ENT potwierdzić.
TNC może przeprowadzić także rzeczywistą,
trójwymiarową kompensację zamocowania, jeśli maszyna
jest do tego przygotowana. Proszę skontaktować się w
razie konieczności z producentem maszyn.
Przez ustawienie Bit #18 w MP7680 można wygasić
komunikat o błędach kąt osi nierówny kąt nachylenia przy
określaniu obrotu podstawowego i przy ustawianiu
przedmiotu za pomocą osi obrotu z cyklami manualnymi
próbkowania. W ten sposób można określić obrót bazowy
w miejscach, niedostępnych bez nachylania głowicy.