3 korek cja narz ę dz ia – HEIDENHAIN iTNC 530 (60642x-04) ISO programming Instrukcja Obsługi
Strona 214
214
Programowanie: narzędzia
5.3 Korek cja narz
ę
dz
ia
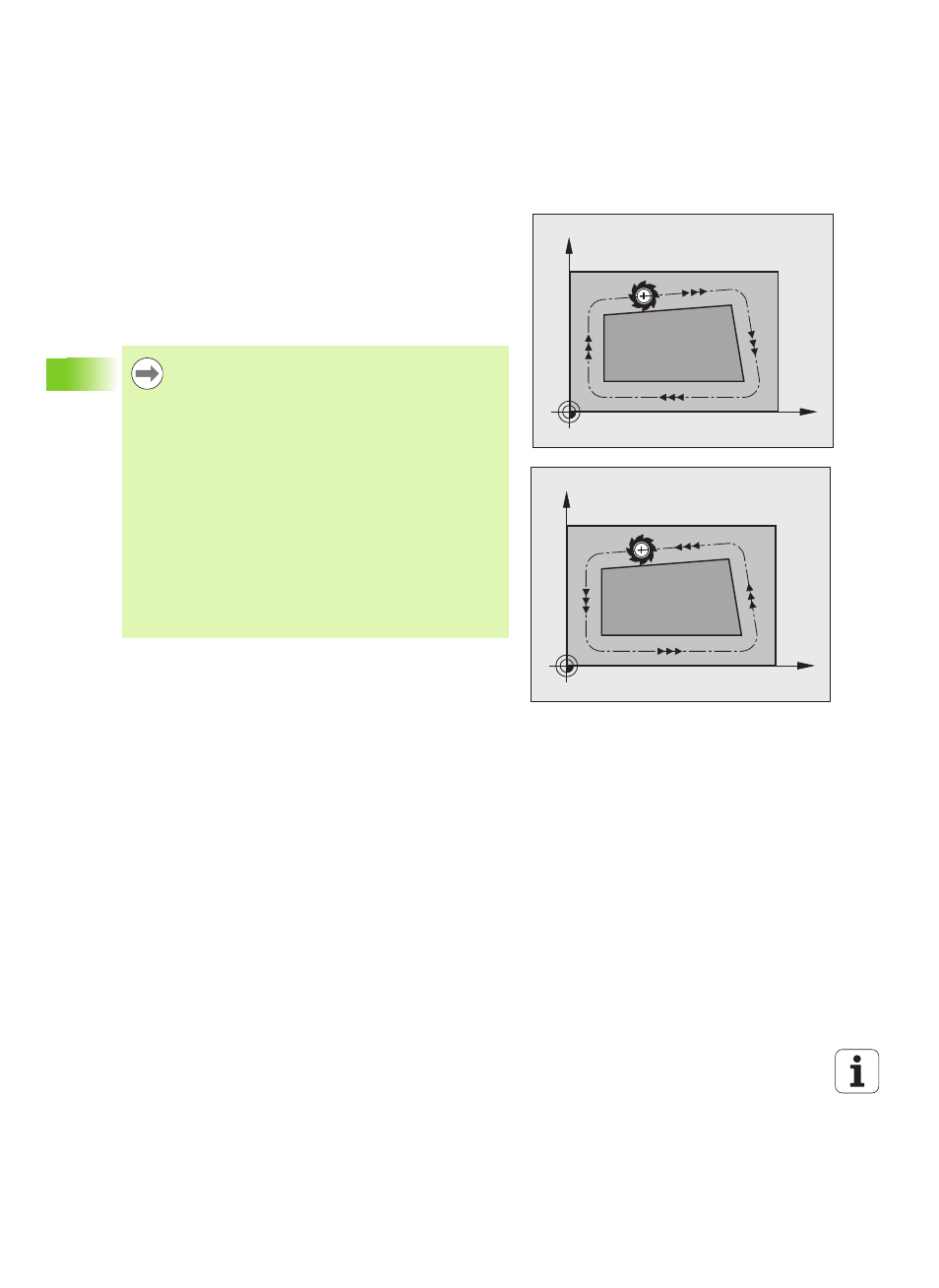
Ruchy kształtowe z korekcją promienia: G42 i G41
Punkt środkowy narzędzia leży w odległości równej promieniowi
narzędzia od zaprogramowanego konturu. „Z prawej“ i „z lewej“
oznacza położenie narzędzia w kierunku przemieszczenia wzdłuż
konturu przedmiotu. Patrz ilustracje.
X
Y
G41
X
Y
G42
G43
Narzędzie przemieszcza się na prawo od konturu
G42
Narzędzie przemieszcza się na lewo od konturu
Pomiędzy dwoma blokami programowymi z różnymi
korekcjami promienia G43 i G42 musi znajdować się
przynajmniej jeden wiersz przemieszczenia na
płaszczyźnie obróbki bez korekcji promienia (to znaczy z
G40) .
TNC aktywuje korekcję promienia do końca wiersza, od
momentu kiedy została po raz pierwszy zaprogramowana.
Można aktywować także korekcję promienia dla osi
pomocniczych płaszczyzny obróbki. Proszę
zaprogramować osie pomocnicze także w każdym
następnym bloku, ponieważ w przeciwnym razie TNC
przeprowadzi korekcję promienia ponownie w osi głównej.
Przy pierwszym wierszu z korekcją promienia G42/G41 i
przy anulowaniu z G40 TNC pozycjonuje narzędzie
zawsze pionowo na zaprogramowany punkt startu i punkt
końcowy. Proszę tak wypozycjonować narzędzie przed
pierwszym punktem konturu lub za ostatnim punktem
konturu, żeby kontur nie został uszkodzony.