Patrz „wirtualna oś vt” na stronie 397) – HEIDENHAIN iTNC 530 (60642x-04) ISO programming Instrukcja Obsługi
Strona 397
HEIDENHAIN iTNC 530
397
11
.5 Globalne nast
awieniaprogramowe (opcja
sof
tware)
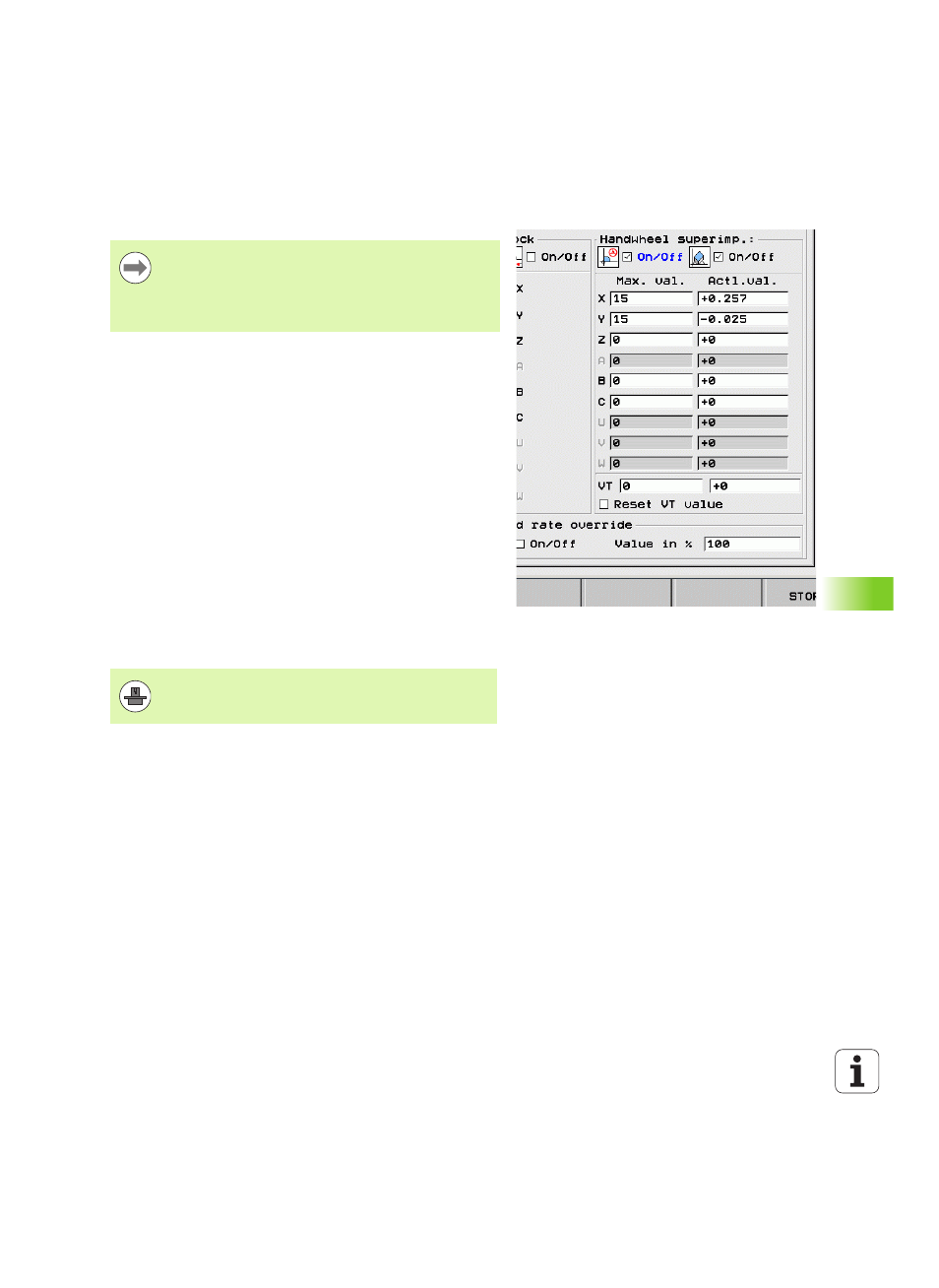
Wirtualna oś VT
Można wykonać nałożenie funkcji kółka ręcznego także w
momentalnie aktywnym kierunku osi narzędzia. Dla aktywowania tej
funkcji znaduje się wiersz VT (Virtual Toolaxis) do dyspozycji.
Przy pomocy kółka ręcznego przemieszczone na wirtualnej osi
wartości pozostają aktywne w ustawieniu podstawowym także po
zmianie narzędzia. Poprzez funkcję resetowania wartości VT można
określić, iż TNC będzie resetować przemieszczone w VT wartości przy
zmianie narzędzia:
Należy ustawić w formularzu globalnych nastawień programowych
fokus na resetować wartość VT, funkcję aktywować klawiszem
SPACE .
Poprzez kółko ręczne HR 5xx można wybrać oś VT, aby dokonać
przemieszczenia w wirtualnymi kierunku osi (patrz „wybór
przewidzianej do przemieszczenia osi” na stronie 495). Praca z
wirtualną osią VT jest szczególnie komfortowa przy pomocy kółka na
sygnale radiowym HR 550 FS (patrz „Przemieszczenie przy pomocy
elektronicznego kółka ręcznego” na stronie 490).
Także w dodatkowym wskazaniu stanu (suwak POS) TNC pokazuje
wartość przemieszczenia w wirtualnej osi we własnym wskazaniu
pozycji VT.
Aby móc dokonać przemieszczenia kółkiem w wirtualnym
kierunku osi VT, należy aktywować funkcję M128 lub
FUNCTION TCPM.
W wirtualnym kierunku osi można dokonać
przemieszczenia kółkiem tylko przy nieaktywnym DCM.
Producent maszyn może oddać do dyspozycji funkcję
przy pomocy której można wpływać na przemieszczenie
w wirtualnym kierunku osi przez PLC.