5 funkcje dodatkowe dla osi obr o towych – HEIDENHAIN iTNC 530 (340 49x-01) Instrukcja Obsługi
Strona 256
256
7 Programowanie: Funkcje dodatkowe
7.5 Funkcje dodatkowe dla osi obr
o
towych
Zachować pozycj ostrza narz dzia przy
pozycjonowaniu osi wahań (TCPM): M128
(opcja software 2)
Post powanie standardowe
Post powanie standardowe TNC przemieszcza narz dzie na
określone w programie obróbki pozycje. Jeśli zmienia si w
programie pozycja osi wahań, to powstałe na skutek tego
przesuni cie w osiach liniowych musi zostać obliczone i jednym
krokiem pozycjonowania przesuni te (patrz rysunek przy M114).
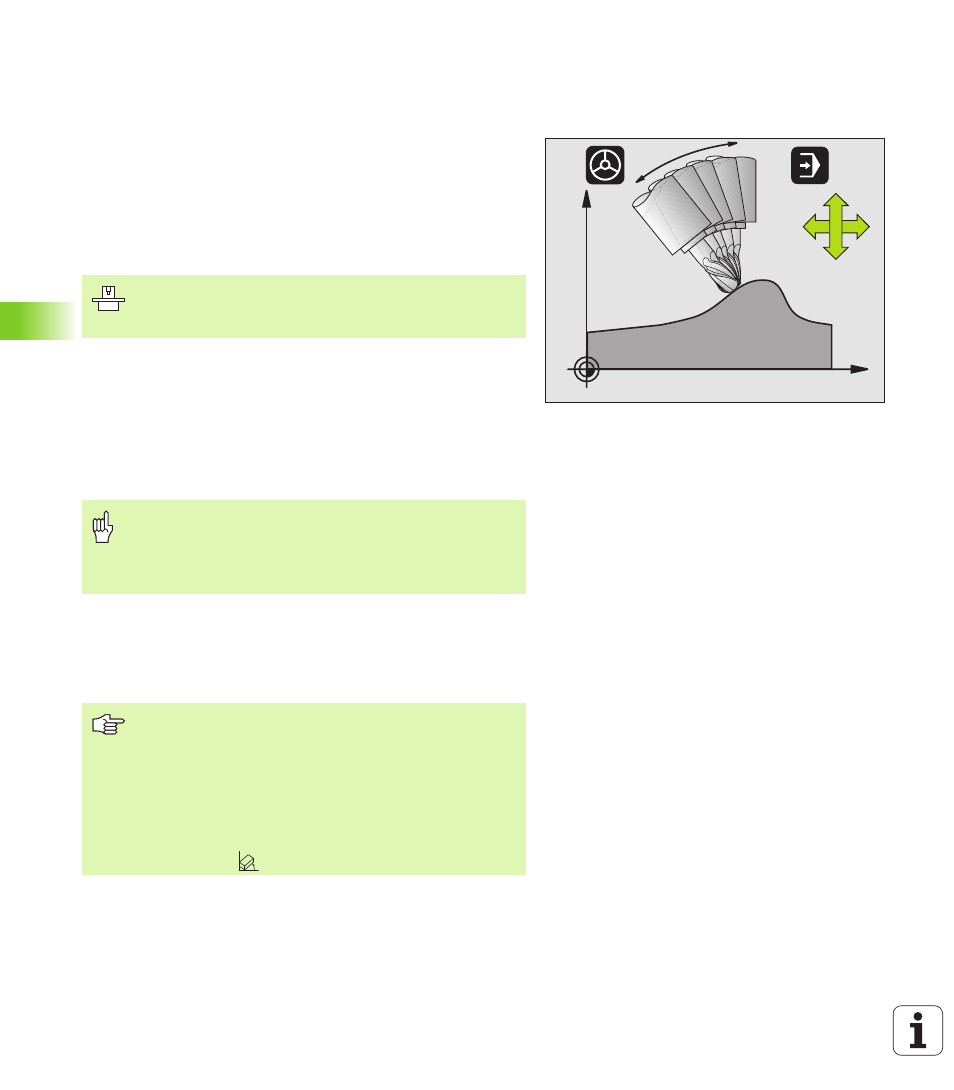
Post powanie z M128 (TCPM: Tool Center Point Management)
Jeśli zmienia si w programie pozycja sterowanej osi wahań, to
pozycja ostrza narz dzia w odniesieniu od obrabianego przedmiotu
pozostaje niezmieniona w czasie odchylania.
Prosz używać M128 w poł czeniu z M118, jeśli chcemy zmienić
podczas przebiegu programu położenie osi nachylnej przy pomocy
kółka obrotowego. Superpozycja pozycjonowania przy pomocy
kółka r cznego nast puje przy aktywnej M128 w stałym układzie
współrz dnych maszyny.
Po M128 można wprowadzić jeszcze posuw, z którym TNC wykona
przemieszczenia kompensacyjne w osiach liniowych. Jeżeli nie
zostanie wprowadzony posuw lub b dzie on wi kszy niż określono
go w parametrze maszynowym 7471, zadziała posuw z parametru
maszynowego 7471.
X
Z
B
Z
X
Geometria maszyny musi być określona przez
producenta maszyn w parametrach maszynowych 7510 i
nast pnych.
Przy osiach nachylenia z poł czeniem wieloz bkowym
Hirtha Prosz zmienić położenie osi nachylenia, po
przemieszczeniu narz dzia. W przeciwnym wypadku
mog powstać uszkodzenia konturu wskutek wysuni cia
z uz bienia.
Przed pozycjonowaniem z M91 lub M92 i przed TOOL
CALL: M128 skasować.
Aby unikn ć uszkodzeń konturu wolno wraz z M128
używać tylko freza kształtowego.
Długość narz dzia musi odnosić si do środka kulki freza
kształtowego.
Jeśli M128 jest aktywna, to TNC ukazuje w wyświetlaczu
stanu symbol
.