3 dosunicie narzdzia do konturu i odsunicie – HEIDENHAIN iTNC 530 (340 49x-01) Instrukcja Obsługi
Strona 190
190
6 Programowanie: Programowanie konturów
6.3 Dosunicie narzdzia do konturu i odsunicie
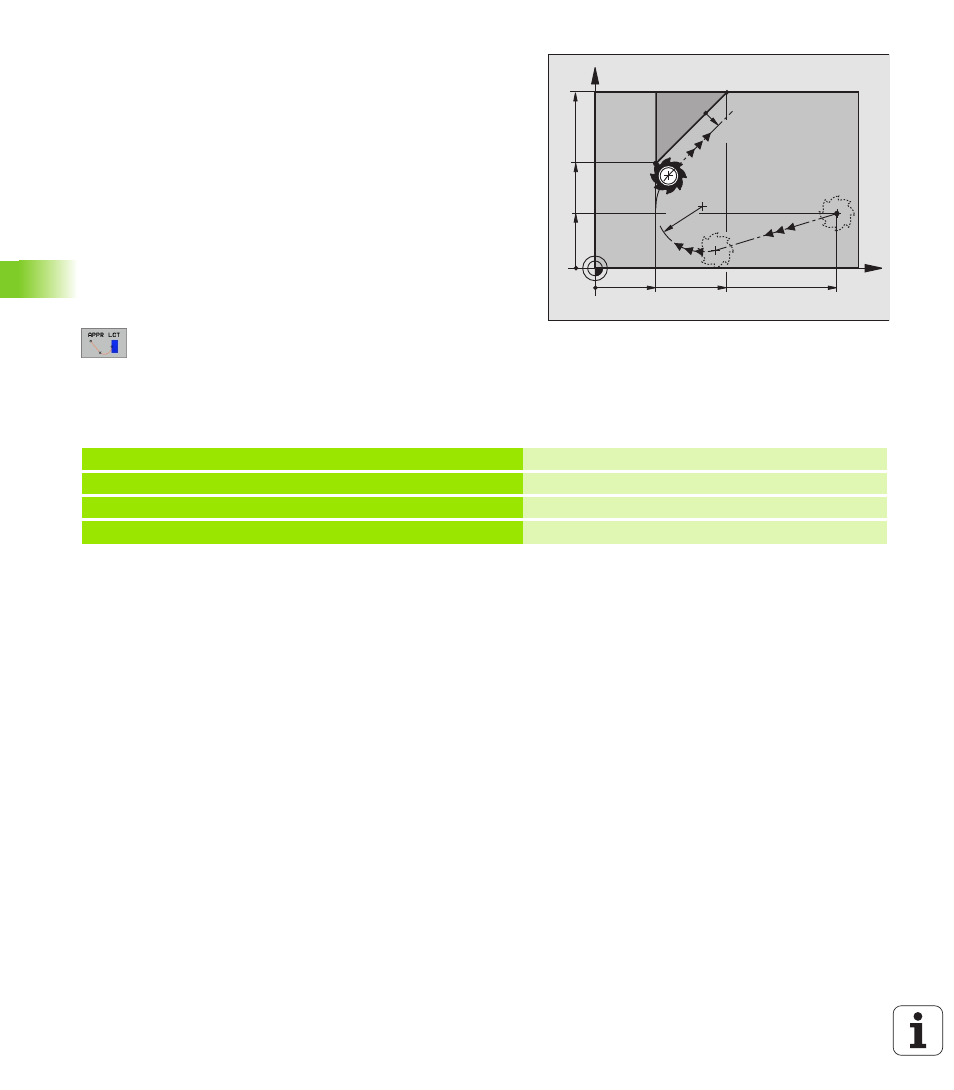
Dosun ć narz dzie po torze kołowym z
przyleganiem stycznym do konturu i po
odcinku prostej: APPR LCT
TNC przemieszcza narz dzie po prostej od punktu startu P
S
do
punktu pomocniczego P
H
. Stamt d narz dzie przemieszcza si po
torze kołowym do pierwszego punktu konturu P
A
. Zaprogramowany
w APPR wierszu posuw działa.
Tor kołowy przylega stycznie zarówno do prostej P
S
– P
H
jak i do
pierwszego elementu konturu. Tym samym jest on poprzez promień
R jednoznacznie określony.
8
Dowolna funkcja toru kształtowego: Punkt startu P
S
najechać
8
Otworzyć dialog przy pomocy klawisza APPR/DEP i Softkey
APPR LT:
8
Współrz dne pierwszego punktu konturu P
A
8
Promień R toru kołowego. R wprowadzić o wartości
dodatniej
8
Korekcja promienia RR/RL dla obróbki
NC bloki przykładowe
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
7 L X+40 Y+10 RO FMAX M3
P
S
najechać bez korekcji promienia
8 APPR LCT X+10 Y+20 Z 10 R10 RR F100
P
A
z korekcj promienia RR, promień R=10
9 L X+20 Y+35
Punkt końcowy pierwszego elementu konturu
10 L ...
Nast pny element konturu