Obróbka niewielkich stopni konturu: m97 – HEIDENHAIN iTNC 530 (340 49x-01) Instrukcja Obsługi
Strona 239
HEIDENHAIN iTNC 530
239
7.4 Funkcje dodatkowe dla zachowania
si narzdzi na torze kształtowym
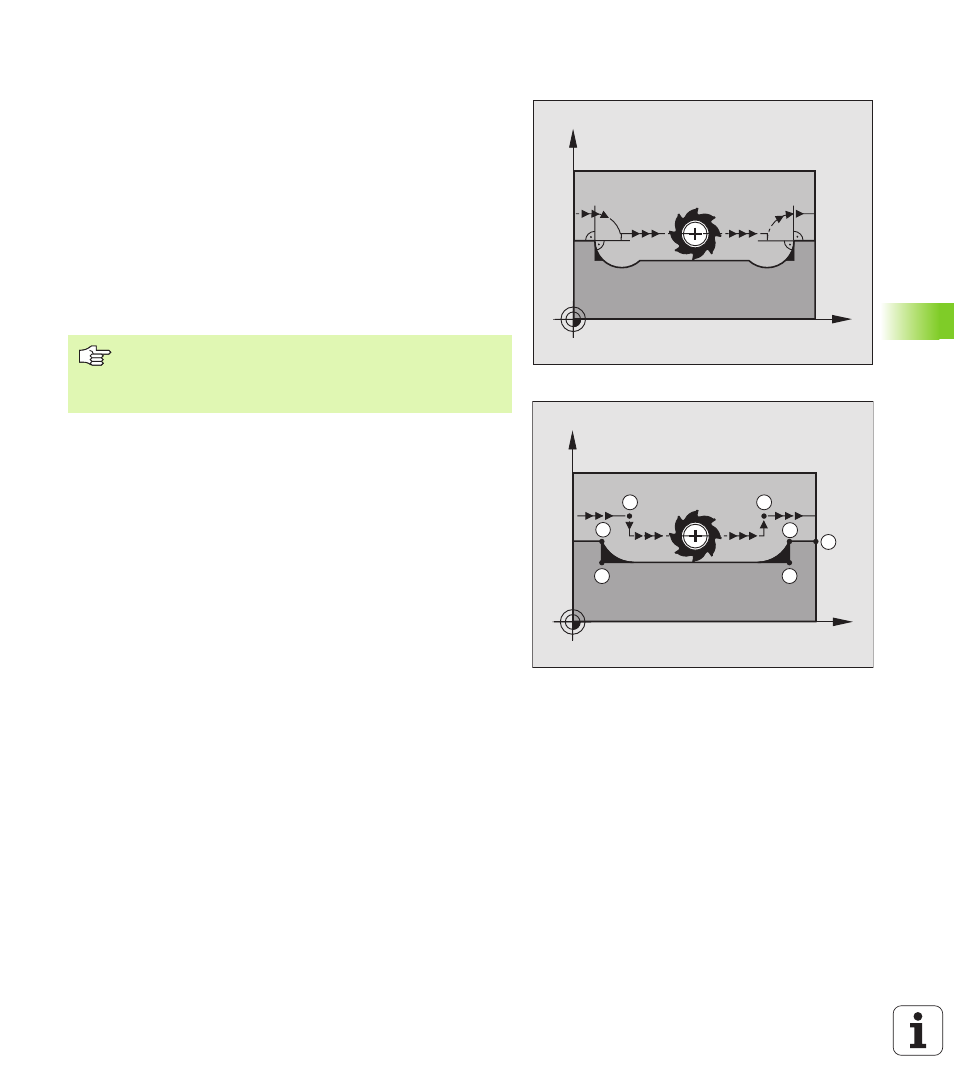
Obróbka niewielkich stopni konturu: M97
Post powanie standardowe
TNC doł cza na narożu zewn trznym okr g przejściowy. Przy bardzo
małych stopniach konturu narz dzie uszkodziło by w ten sposób
kontur.
TNC przerywa w takich miejcach przebieg programu i wydaje
komunikat o bł dach „Promień narz dzia za duży“.
Post powanie z M97
TNC ustala punkt przeci cia toru kształtowego dla elementów
konturu –jak w przypadku naroży wewn trznych – i przemieszcza
narz dzie przez ten punkt.
Prosz programować M97 w tym bloku, w którym jest wyznaczony
ten punkt naroża zewn trznego.
Zamiast M97 należy stosować o wiele bardziej wydajn
funkcj M120 LA w programie (patrz „Obliczanie
wst pne konturu ze skorygowanym promieniem (LOOK
AHEAD): M120” na stronie 244)!
X
Y
X
Y
S
16
17
15
14
13
S