3d dane odpracowac (cykl 30), 8 cykle dla fr ezowania metod wier szowania – HEIDENHAIN iTNC 530 (340 422) Instrukcja Obsługi
Strona 422
422
8 Programowanie: cykle
8.8 Cykle dla fr
ezowania metod wier
szowania
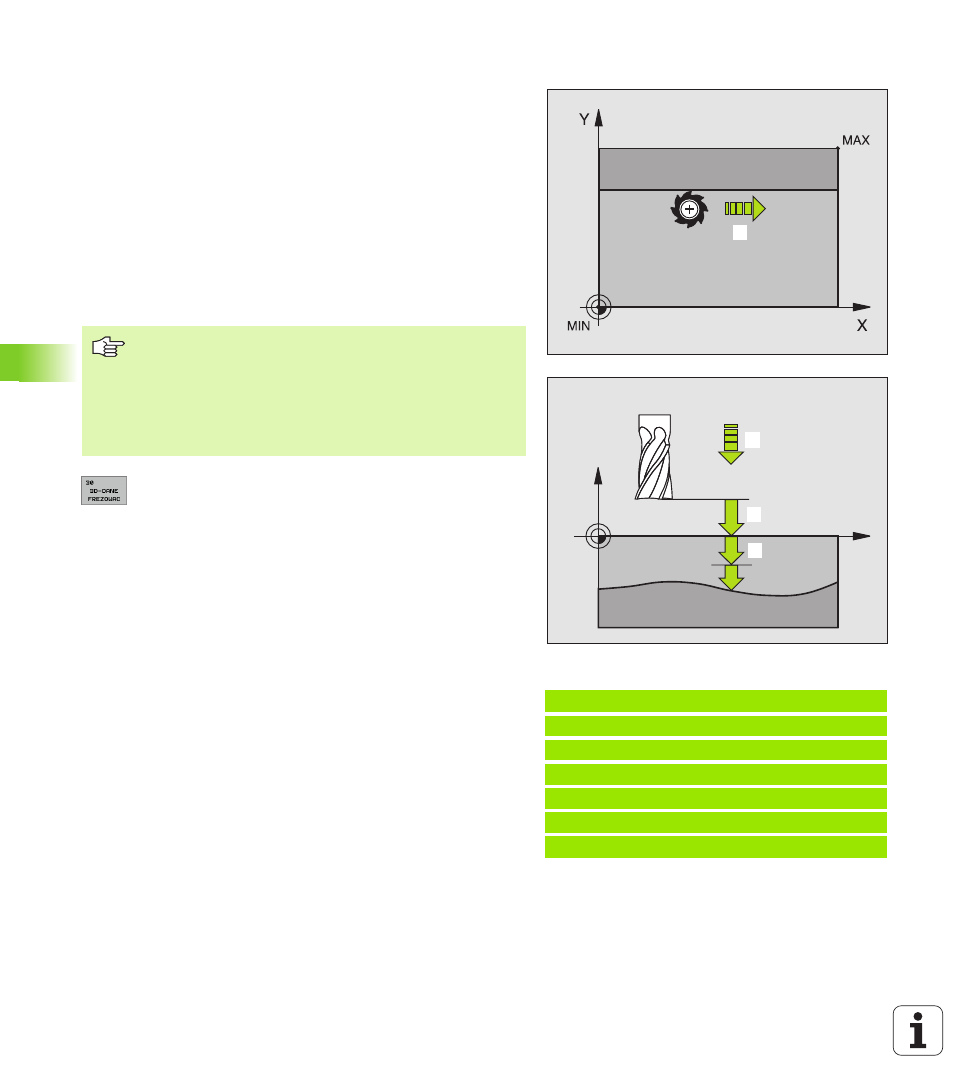
3D DANE ODPRACOWAC (cykl 30)
1
TNC pozycjonuje narz dzie na biegu szybkim FMAX z aktualnej
pozycji w osi wrzeciona na Bezpieczn wysokość nad
zaprogramowanym w cyklu MAX punktem.
2
Nast pnie TNC przemieszcza narz dzie z FMAX na płaszczyźnie
obróbki do zaprogramowanego w cyklu MIN punktu
3
Stamt d narz dzie przemieszcza si z posuwem dosuwu na
gł bokość do pierwszego punktu konturu
4
Nast pnie TNC odpracowuje wszystkie zapami tane w pliku
danych digitalizacji punkty z posuwem frezowania; jeśli to
konieczne TNC przemieszcza narz dzie na Bezpieczn
wysokość aby pomin ć nie obrabiane fragmenty
5
Na koniec TNC przemieszcza narz dzie z FMAX z powrotem na
Bezpieczn wysokość
8
Nazwa pliku 3D danych: Wprowadzić nazw pliku,
w którym zapami tane s dane; jeśli ten plik nie
znajduje si w aktualnym skoroszcie, prosz
wprowadzić kompletn nazw ścieżki.
8
MIN Punkt obszar: Punkt minimalny (X , Y i Z
współrz dna) obszaru, na którym ma być dokonane
frezowanie
8
MAX Punkt obszar: Punkt minimalny (X , Y i Z
współrz dna) obszaru, na którym ma być dokonane
frezowanie
8
Odst p bezpieczeństwa
1
(przyrostowo): Odst p
wierzchołek ostrza narz dzia – powierzchnia
obrabianego przedmiotu przy przemieszczeniach na
biegu szybkim
8
Gł bokość dosuwu
2
(przyrostowo): Wymiar, o jaki
narz dzie zostaje każdorazowo dosuni te.
8
Posuw wgł bny
3
: Pr dkość przemieszczenia
narz dzia przy pogł bianiu w mm/min
8
Posuw frezowania
4
: Pr dkość przemieszczenia
narz dzia przy frezowaniu w mm/min
8
Funkcja dodatkowa M: Opcjonalne wprowadzenie
funkcji dodatkowej, np M13
Př klad: NC bloki
64 CYCL DEF 30,0 3D DANE ODPRACOWAĆ
65 CYCL DEF 30.1 PGM DIGIT.: BSP.H
66 CYCL DEF 30.2 X+0 Y+0 Z 20
67 CYCL DEF 30,3 X+100 Y+100 Z+0
68 CYCL DEF 30,4 ODST 2
69 CYCL DEF 30,5 DOSUW +5 F100
70 CYCL DEF 30.6 F350 M8
14
X
Z
11
13
12
Prosz uwzgl dnić przed programowaniem
Przy pomocy cyklu 30 można odpracowywać dane
digitalizacji i PNT pliki.
Jeżeli odrabiane s PNT pliki, w których nie ma ani jednej
współrz dnej osi wrzeciona, gł bokość frezowania
wynika z programowanego MIN punktu osi wrzeciona.