3 kor e kcja narzdzia – HEIDENHAIN iTNC 530 (340 422) Instrukcja Obsługi
Strona 172
172
5 Programowanie: narz dzia
5.3 Kor
e
kcja narzdzia
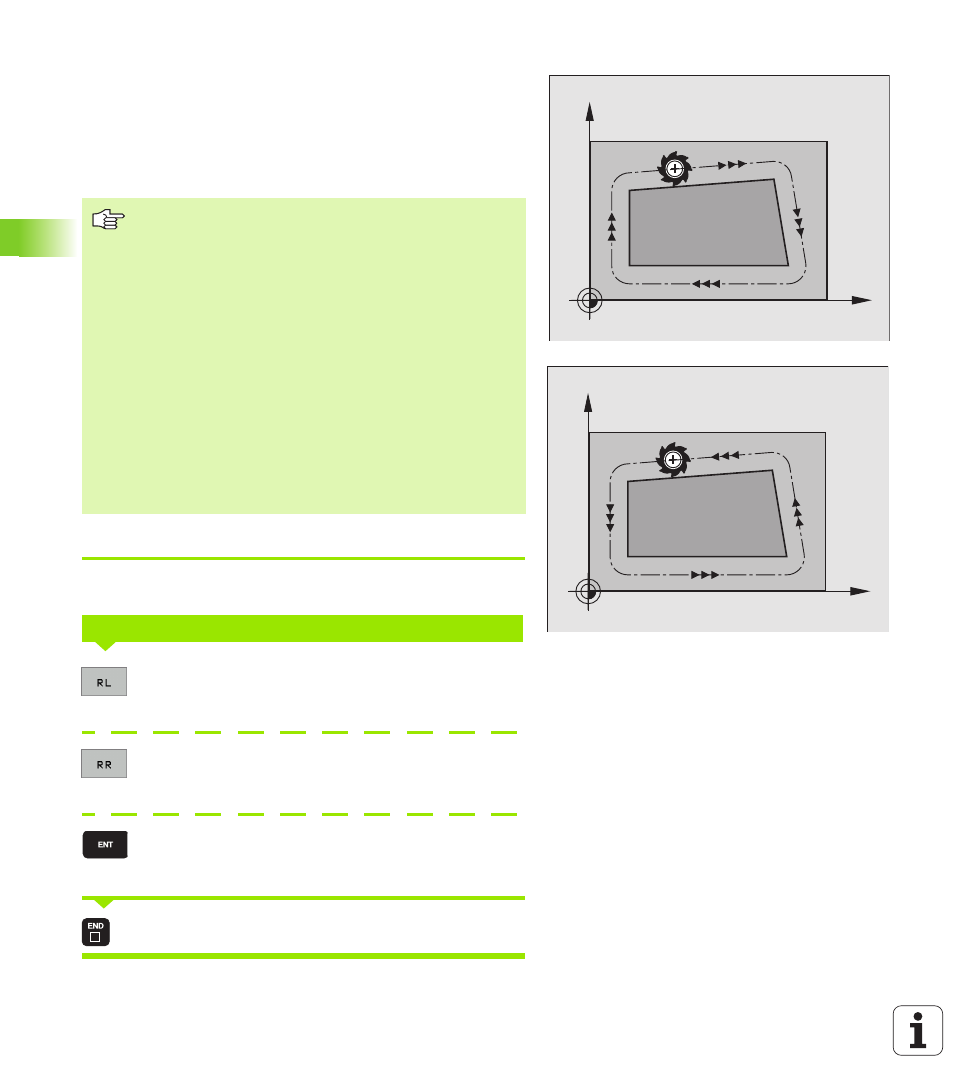
Ruchy kształtowe z korekcj promienia: RR i RL
Punkt środkowy narz dzia leży w odległości równej promieniowi
narz dzia od zaprogramowanego konturu. „Na prawo“ i „na lewo“
oznacza położenie narz dzia w kierunku przemieszczenia wzdłuż
konturu narz dzia. Patrz rysunki po prawej stronie.
Wprowadzenie korekcji promienia
Zaprogramować dowoln funkcj toru kształtowego, współrz dne
punktu docelowego wprowadzić i potwierdzić klawiszem ENT
Przemieszczenie narz dzia na lewo od
zaprogramowanego konturu: Softkey RL nacisn ć,
lub
Przemieszczenie narz dzia na prawo od
zaprogramowanego konturu: Softkey RL nacisn ć,
lub
Przemieszczenie narz dzia bez korekcji promienia
albo anulowanie korekcji promienia: Klawisz ENT
nacisn ć
zakończyć wiersz: Klawisz END nacisn ć
RR
Narz dzie przemieszcza si na prawo od konturu
RL
Narz dzie przemieszcza si na lewo od konturu
Pomi dzy dwoma blokami programowymi z różnymi
korekcjami promienia RR i RL musi znajdować si
przynajmniej jeden blok przemieszczenia na płaszczyźnie
obróbki bez korekcji promienia (to znaczy R0).
Korekcja promienia b dzie aktywna do końca zapisu, od
momentu kiedy została po raz pierwszy zaprogramowana.
Można aktywować także korekcj promienia dla osi
pomocniczych płaszczyzny obróbki. Prosz
zaprogramować osie pomocnicze także w każdym
nast pnym bloku, ponieważ w przeciwnym razie TNC
przeprowadzi korekcj promienia ponownie w osi głównej.
Przy pierwszym zapisie z korekcj RR/RL i przy
anulowaniu z R0, TNC pozycjonuje narz dzie zawsze
pionowo na zaprogramowany punkt startu i punkt
końcowy. Prosz tak wypozycjonować narz dzie przed
pierwszym punktem konturu lub za ostatnim punktem
konturu, żeby kontur nie został uszkodzony.
KOREKCJA PROMIENIA: RL/RR/BEZ KOREKCJI:?
X
Y
RL
X
Y
RR