HEIDENHAIN iTNC 530 (340 422) Instrukcja Obsługi
Strona 352
352
8 Programowanie: cykle
8.4 Cykle dla fr
ezowania kieszeni,czopów i r
o
wków wpustowych
8
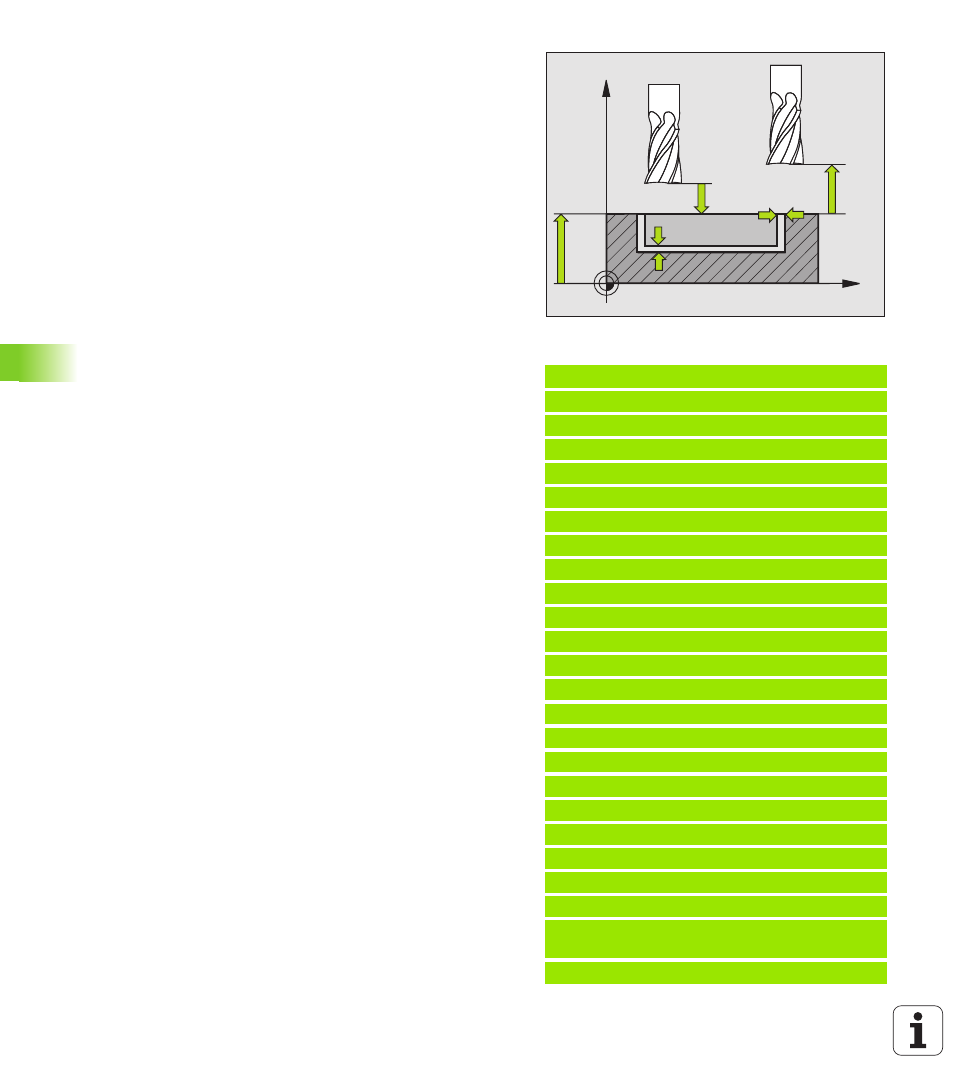
Bezpieczna wysokość Q200 (przyrostowo):
Odst p pomi dzy powierzchni czołow narz dzia i
powierzchni obrabianego przedmiotu
8
Współrz dna powierzchni obrabianego
przedmiotu Q203 (absolutnie): Współrz dna
bezwzgl dna powierzchni obrabianego przedmiotu
8
2. Bezpieczna wysokość Q204 (przyrostowo):
Współrz dna osi wrzeciona, na której nie może
dojść do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
8
Sposób pogł biania Q366: Rodzaj sposobu
pogł biania:
0 = pogł bianie prostopadłe. W tablicy narz dzi
musi zostać zdefiniowany dla aktywnego
narz dzia k t pogł biania ANGLE również z 90°. W
przeciwnym razie TNC wydaje komunikat o
bł dach
1 = pogł bianie po linii helix. W tablicy narz dzi
musi zostać zdefiniowany dla aktywnego
narz dzia k t pogł biania ANGLE nierówny 0. W
przeciwnym razie TNC wydaje komunikat o
bł dach. Dokonać zagł bienia w materiał tylko po
linii śrubowej, jeśli jest dostatecznie dużo miejsca
2 = zagł bienie ruchem wahadłowym. W tablicy
narz dzi musi zostać zdefiniowany dla aktywnego
narz dzia k t pogł biania ANGLE nierówny 0. W
przeciwnym razie TNC wydaje komunikat o
bł dach
8
Posuw obróbka wykańczaj ca Q385: Pr dkość
przemieszczenia narz dzia przy obróbce
wykańczaj cej boków i gł bokości w mm/min
Př klad: NC bloki
8 CYCL DEF 254 OKR GłY ROWEK
Q215=0
;ZAKRES OBROBKI
Q219=12 ;SZEROKOŚĆ ROWKA
Q368=0.2 ;NADDATEK Z BOKU
Q375=80 ;ŚREDNICA WYCINKA KOłA
Q367=0
;BAZA POłOżENIA ROWKA
Q216=+50 ;ŚRODEK 1.OSI
Q217=+50 ;ŚRODEK 2.OSI
Q376=+45 ;K T STARTU
Q248=90 ;KAT ROZWARCIA
Q378=0
;KROK K TA
Q377=1
;ILOŚĆ ZABIEGÓW OBR.
Q207=500 ;POSUW FREZOWANIA
Q351=+1 ;RODZAJ FREZOWANIA
Q201= 20 ;Gł BOKOŚĆ
Q202=5
;Gł BOKOŚĆ DOSUWU
Q369=0.1 ;NADDATEK NA DNIE
Q206=150 ;POSUW WGŁEBNY
Q338=5
;DOSUW OBRÓBKI NA GOTOWO
Q200=2
;ODST P BEZPIECZ.
Q203=+0 ;WSPł. POWIERZCHNI
Q204=50 ;2. ODST P BEZPIECZ.
Q366=1
;POGŁEBIANIE
Q385=500 ;POSUW OBRÓBKA
WYKAŃCZAJ CA
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q204
Q203
Q369
Q368