Wstęp, Tu: patrz „kompensowanie ukośnego – HEIDENHAIN TNC 320 (340 55x-05) ISO programming Instrukcja Obsługi
Strona 352
352
Obsługa ręczna i nastawienie
12.7 Kompensowanie uko
śnego po
ło
żenia przedmiotu przy pomocy uk
ładu
pomiarowego 3D
12.7 Kompensowanie ukośnego
położenia przedmiotu przy pomocy
układu pomiarowego 3D
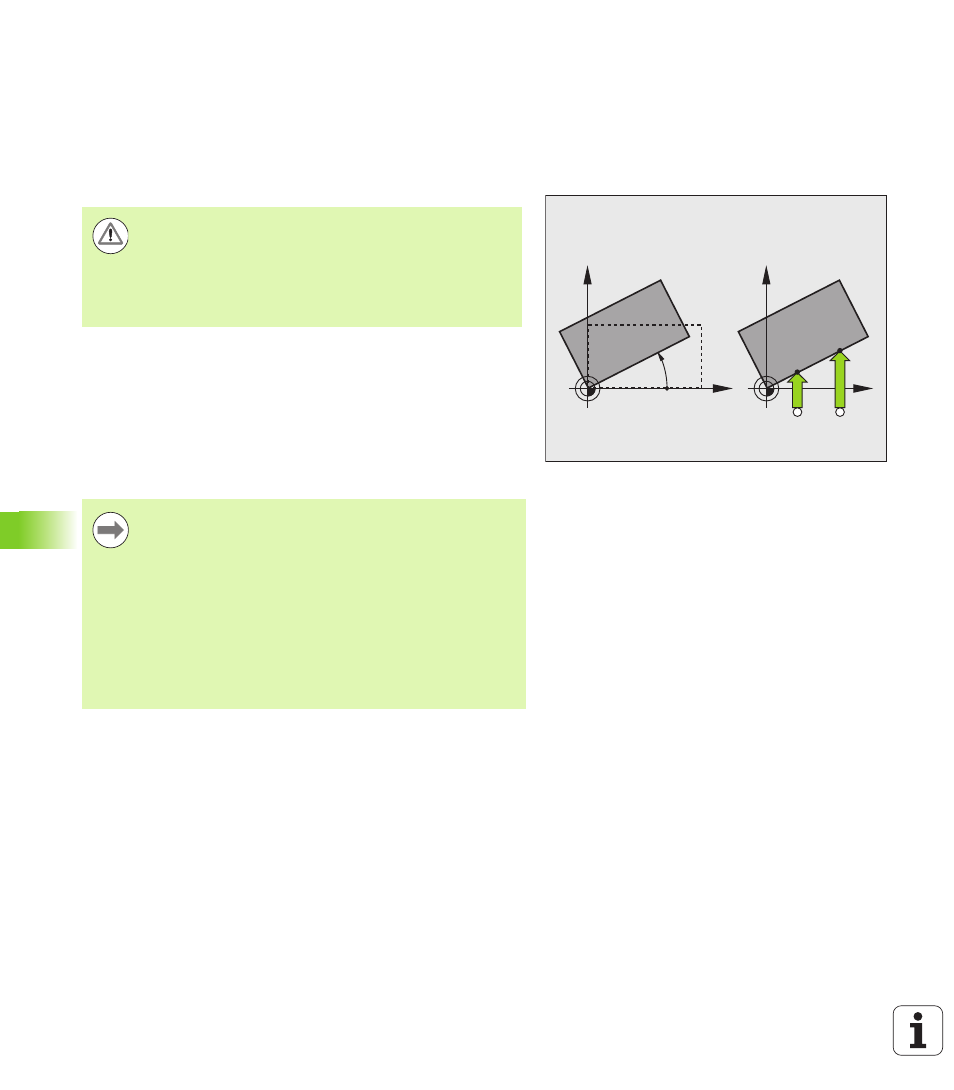
Wstęp
Ukośne zamocowanie obrabianego przedmiotu TNC kompensuje
obliczeniowo poprzez „obrót od podstawy”.
W tym celu TNC ustawia kąt obrotu na ten kąt, który ma utworzyć
powierzchnia przedmiotu z osią bazową kąta płaszczyzny obróbki.
Patrz ilustracja po prawej stronie.
TNC zapisuje do pamięci obrót podstawowy, w zależności od osi
narzędzia, a mianowicie w kolumnach SPA, SPB lub SPC tabeli
Preset.
X
Y
PA
X
Y
A
B
Firma HEIDENHAIN przejmuje tylko gwarancję dla funkcji
cykli próbkowania, jeśli zostały zastosowane układy
pomiarowe firmy HEIDENHAIN.
Jeśli używamy funkcji próbkowania na nachylonej
płaszczyźnie obróbki, to należy nastawić 3D-ROT dla
trybów pracy obsługi ręcznej i automatyki na Aktywny.
Kierunek próbkowania dla pomiaru ukośnego położenia
przedmiotu wybierać zawsze prostopadle do osi bazowej
kąta.
Aby obrót podstawy został właściwie przeliczony w
przebiegu programu, należy zaprogramować w pierwszym
wierszu przemieszczenia obydwie współrzędne
płaszczyzny obróbki.
Można używać także obrotu podstawy w kombinacji z
funkcją PLANE, należy jednakże w tym przypadku
najpierw aktywować obrót podstawy a następnie funkcję
PLANE.