Tangencjalny dosuw i odjazd, 3 dosuni ęcie narz ędzia do konturu i odsuni ęcie – HEIDENHAIN TNC 320 (340 55x-05) ISO programming Instrukcja Obsługi
Strona 162
162
6.3 Dosuni
ęcie narz
ędzia do konturu i odsuni
ęcie
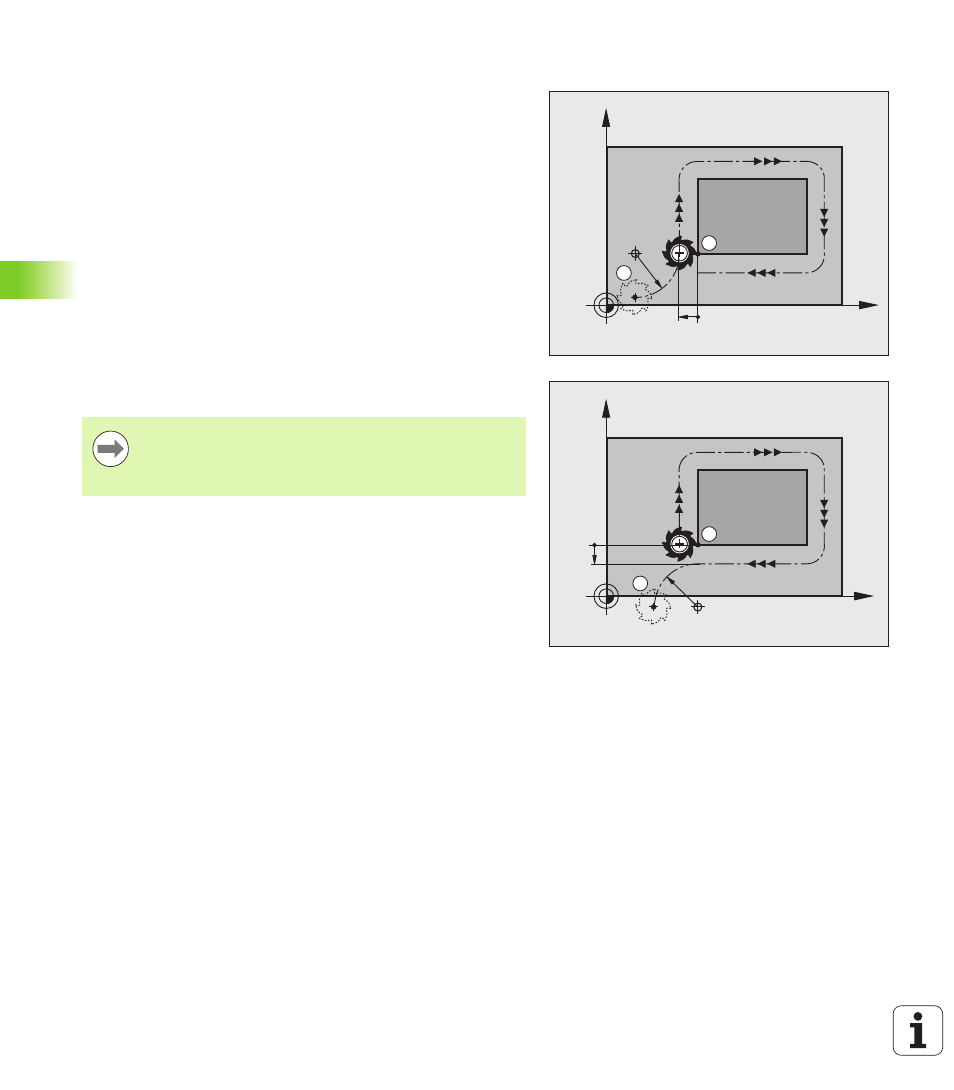
Tangencjalny dosuw i odjazd
Przy pomocy G26 (rysunek po prawej na środku) można tangencjalnie
najechać obrabiany przedmiot i przy pomocy G27 (rysunek po prawej
u dołu) odsunąć się tangencjalnie od obrabianego przedmiotu W ten
sposób unika się zaznaczeń wyjścia z materiału.
Punkt startu i punkt końcowy
Punkt startu i punkt końcowy leżą w pobliżu pierwszego i ostatniego
punktu konturu, poza obrabianym przedmiotem, należy je
programować bez korekcji promienia.
Dosunąć narzędzie do konturu
G26 wprowadzić po tym wierszu, w którym zaprogramowany jest
pierwszy punkt konturu: to jest pierwszy wiersz z korekcją promienia
G41/G42
Odsunięcie narzędzia
G27 wprowadzić po tym wierszu, w którym zaprogramowany jest
pierwszy punkt konturu: to jest ostatni wiersz z korekcją promienia
G41/G42
X
Y
A
R
S
G41
G40
X
Y
G41
G40
E
R
B
Promień dla G26 i G27 należy tak wybrać, iż TNC może
wykonać łuk kołowy pomiędzy punktem startu i pierwszym
punktem konturu jak i ostatnim punktem konturu i punktem
końcowym.