Korekcja promienia narzędzia, Patrz „korekcja promienia, 3 korekcja narz ę dz ia – HEIDENHAIN TNC 320 (340 55x-05) ISO programming Instrukcja Obsługi
Strona 151
HEIDENHAIN TNC 320
151
5.3 Korekcja narz
ę
dz
ia
Korekcja promienia narzędzia
Zapis programu dla przemieszczenia narzędzia zawiera
G41 lub G42 dla korekcji promienia
G43 lub G44, dla korekcji promienia przy równoległym do osi ruchu
przemieszczenia
G40, nie ma być przeprowadzona korekcja promienia
Korekcja promienia działa, bezpośrednio po wywołaniu narzędzia i
wierszem prostej na płaszczyźnie zostanie przemieszczony przy
pomocy G41 lub G42.
Przy korekcji długości zostają uwzględnione wartości delta zarówno z
T-wiersza jak i z tabeli narzędzi:
Wartość korekcji= R + DR
TOOL CALL
+ DR
TAB
z
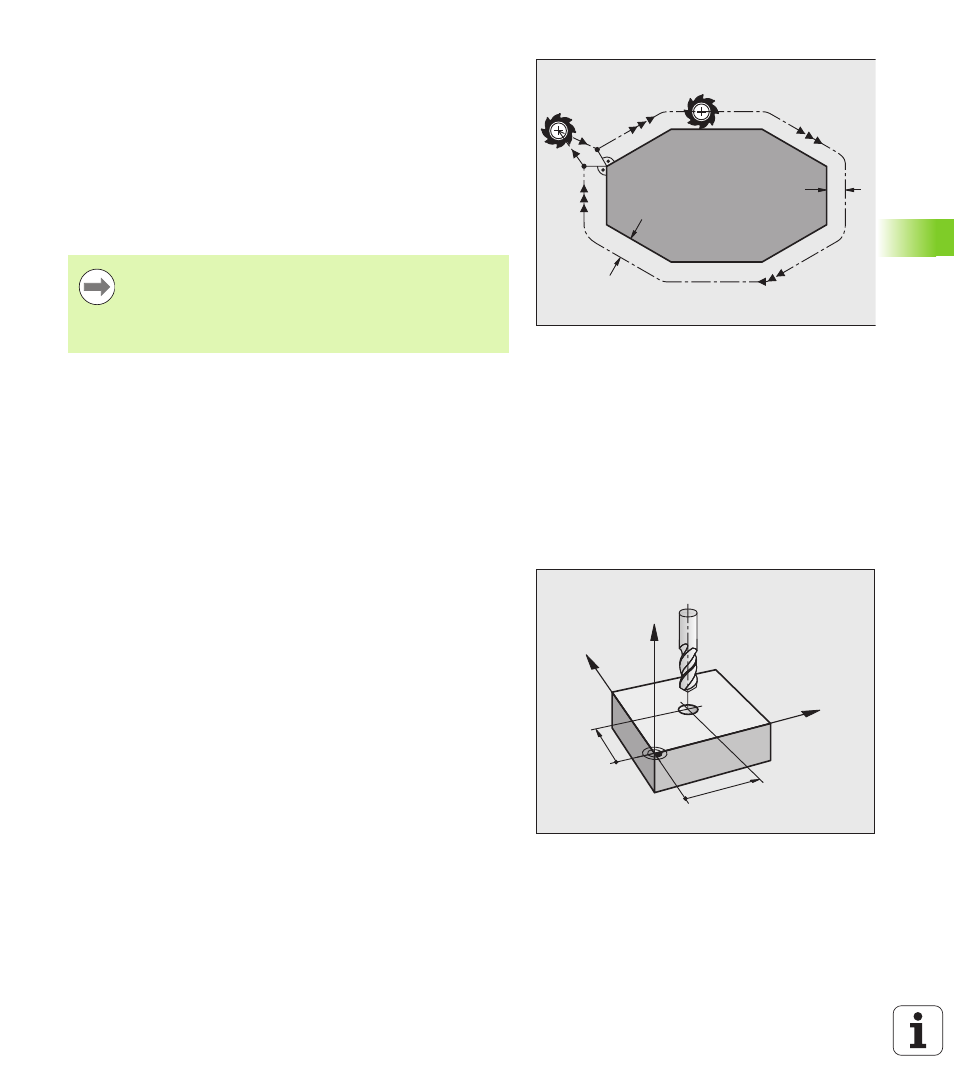
Ruchy kształtowe bez korekcji promienia: G40
Narzędzie przemieszcza się na płaszczyźnie obróbki ze swoim
punktem środkowym na zaprogramowanym torze lub na
zaprogramowanych współrzędnych.
Zastosowanie: wiercenie, prepozycjonowanie.
R
R
G40
G41
TNC anuluje korekcję promienia, jeśli:
programujemy wiersz prostej z G40 .
instrukcję PGM CALL programujemy
wybierzemy nowy programu przy pomocy PGM MGT
R:
Promień narzędzia R z G99-wiersza lub tabeli
narzędzi
DR
TOOL CALL
:
Naddatek DR dla promienia z T-wiersza (nie
uwzględniony przez wyświetlacz położenia)
DR
TAB:
Naddatek DR dla promienia z tabeli narzędzi
Y
X
Z
X
Y