Wartości delta dla długości i promieni, Wprowadzenie danych o narzędziu do programu, 2 dane o narz ędziach – HEIDENHAIN TNC 320 (340 55x-05) ISO programming Instrukcja Obsługi
Strona 133
HEIDENHAIN TNC 320
133
5.2 Dane o narz
ędziach
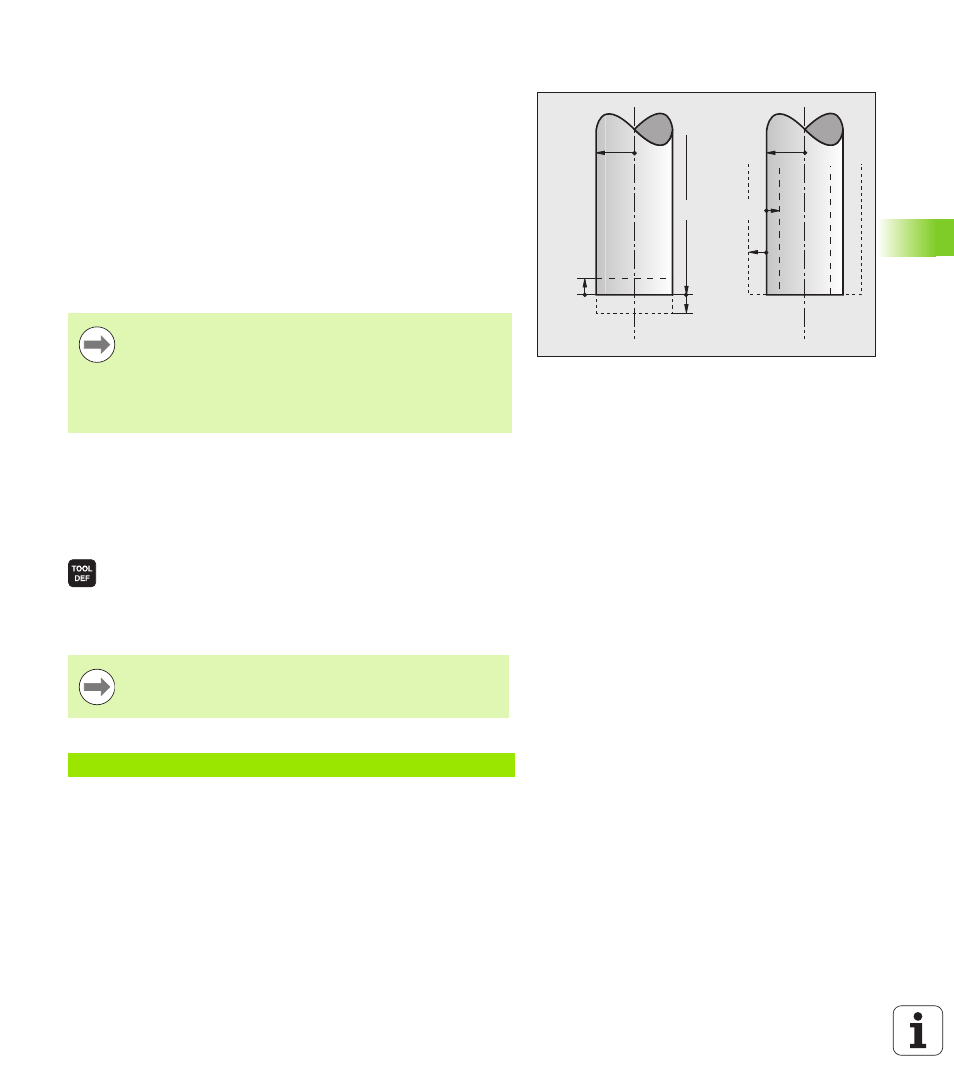
Wartości delta dla długości i promieni
Wartości delta oznaczają odchylenia od długości i promienia narzędzi.
Dodatnia wartość delta oznacza naddatek (DL, DR, DR2>0). Przy
obróbce z naddatkiem proszę wprowadzić wartość naddatku przy
programowaniu wywołania narzędzia z T .
Ujemna wartość delta oznacza niedomiar (DL, DR, DR2<0).
Niedomiar zostaje wprowadzony do tabeli narzędzi dla zużycia
narzędzia.
Proszę wprowadzić wartości delty w postaci wartości liczbowych, w
T-wierszu można wartość przekazać także z parametrem Q.
Zakres wprowadzenia: wartości delta mogą wynosić maksymalnie
± 99,999 mm.
Wprowadzenie danych o narzędziu do programu
Numer, długość i promień dla określonego narzędzia określa się w
programie obróbki jednorazowo w G99-wierszu:
Wybrać definicję narzędzia: nacisnąć klawisz TOOL DEF
Numer narzędzia: jednoznaczne oznaczenie
narzędzia przy pomocy numeru narzędzia
Długość narzędzia: wartość korrekcji dla długości
Promień narzędzia: wartość korrekcji dla promienia
Przykład
DR<0
DR>0
DL<0
R
DL>0
L
R
Wartości delta z tabeli narzędzi wpływają na prezentację
graficzną narzędzia. Przedstawienie obrabianego
przedmiotu w symulacji pozostaje takie samo.
Wartości delta z T-wiersza zmieniają w symulacji
przedstawioną wielkość obrabianego przedmiotu.
Symulowana wielkość narzędzia pozostaje taka sama.
Podczas dialogu można wprowadzać wartość dla długości
i promienia bezpośrednio w polu dialogu: nacisnąć
wymagany softkey osi.
N40 G99 T5 L+10 R+5 *