Programowanie przemieszczeń narzędzia w din/iso, 2 otwieranie i zapis programów – HEIDENHAIN TNC 320 (340 55x-04) ISO programming Instrukcja Obsługi
Strona 82
82
Programowanie: podstawy,zarządzanie plikami
3.2 Otwieranie i zapis programów
Programowanie przemieszczeń narzędzia w
DIN/ISO
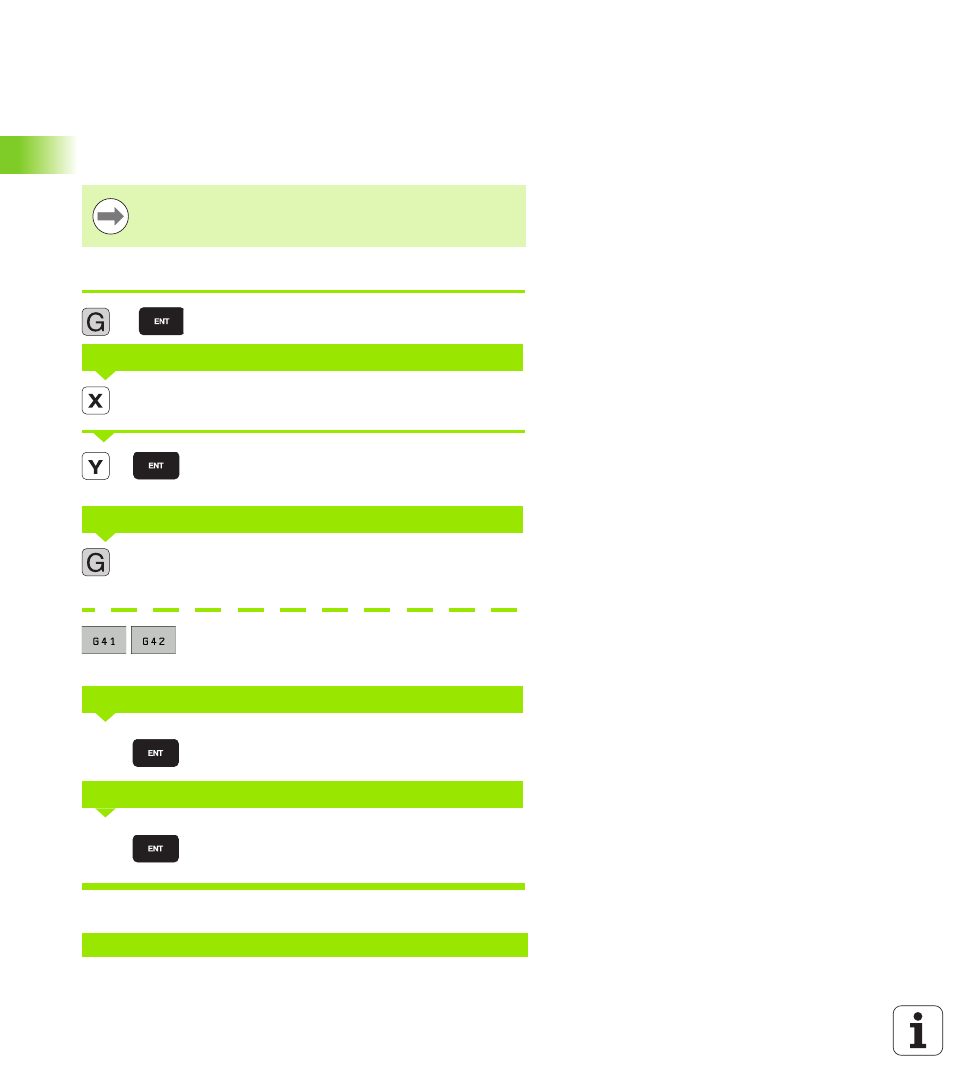
Aby zaprogramować wiersz, należy nacisnąć klawisz SPEC FCT.
Nacisnąć softkey FUNKCJE PROGRAMU a następnie softkey
DIN/ISO. Można używać także szarych klawiszych funkcyjnych toru,
aby otrzymać odpowiedni G-kod.
Przykład wiersza pozycjonowania
Otworzyć wiersz
Wprowadzić współrzędne docelowe dla osi X
Wprowadzić współrzędną docelową dla osi Y, przy
pomocy klawisza ENT do następnego pytania
Przemieszczenie bez korekcji promienia narzędzia:
potwierdzić klawiszem ENT, lub
Dokonać przemieszczenia na lewo lub na prawo od
zaprogramowanego konturu: wybrać G41 lub G42 z
softkey
Posuw dla tego ruchu kształtowego 100 mm/min, przy
pomocy klawisza ENT do następnego pytania
Funkcja dodatkowa M3 „Włączyć wrzeciono“,
klawiszem ENT TNC kończy ten dialog
Okno programu pokazuje wiersz:
Jeśli zapisujemy funkcje DIN/ISO na podłączonej
klawiaturze USB, proszę zwrócić uwagę, aby była
aktywowana pisownia dużą literą.
WSPÓŁRZĘDNE?
TOR PUNKTU ŚRODKOWEGO FREZA
POSUW F=?
FUNKCJA DODATKOWA M?
N30 G01 G40 X+10 Y+5 F100 M3 *
1
10
20
40
100
3