Programowanie funkcji toru kształtowego, Prosta na biegu szybkim g00 prosta z posuwem g01 f, 4 ruchy po torze– wspó łrz ę dne prostok ątne – HEIDENHAIN TNC 320 (340 55x-04) ISO programming Instrukcja Obsługi
Strona 159
HEIDENHAIN TNC 320
159
6.4 Ruchy po torze– wspó
łrz
ę
dne prostok
ątne
Programowanie funkcji toru kształtowego
Funkcje toru kształtowego można programować komfortowo szarymi
klawiszami funkcji toru. TNC zapytuje w dalszych dialogach o
konieczne dane.
Prosta na biegu szybkim G00
Prosta z posuwem G01 F
TNC przemieszcza narzędzie po prostej od jego aktualnej pozycji do
punktu końcowego prostej. Punkt startu jest jednocześnie punktem
końcowym poprzedniego bloku.
U
Współrzędne punktu końcowego prostej, jeśli to
konieczne
U
Korekcja promienia G40/G41/G42
U
Posuw F
U
Funkcja dodatkowa M
Przemieszczenie z posuwem szybkim
Wiersz prostej dla ruchu szybkiego (G00-wiersz) można także
otworzyć klawiszem L :
U
Proszę nacisnąć klawisz L dla otwarcia wiersza programu dla
przemieszczenia prostoliniowego
U
Proszę przejść klawiszem ze strzałką w lewo na obszar
wprowadzenia dla funkcji G
U
Wybrać softkey G0 dla szybkiego ruchu przemieszczenia
NC-wiersze przykładowe
Przejęcie pozycji rzeczywistej
Wiersz prostej (G01-wiersz) można generować także klawiszem
„PRZEJĘCIE POZYCJI RZECZYWISTEJ“ :
U
Proszę przesunąć narzędzie w rodzaju pracy Obsługa ręczna na
pozycję, która ma być przejęta
U
Przełączyć wyświetlacz monitora na Program wprowadzić do
pamięci/edycja
U
Wybrać zapis programu, za którym ma być włączony L-blok
U
Nacisnąć klawisz „PRZEJĄĆ POZYCJĘ
RZECZYWISTĄ“: TNC generuje L-blok ze
współrzędnymi pozycji rzeczywistej
Jeśli zapisujemy funkcje DIN/ISO na podłączonej
klawiaturze USB, proszę zwrócić uwagę, aby była
aktywowana pisownia dużą literą.
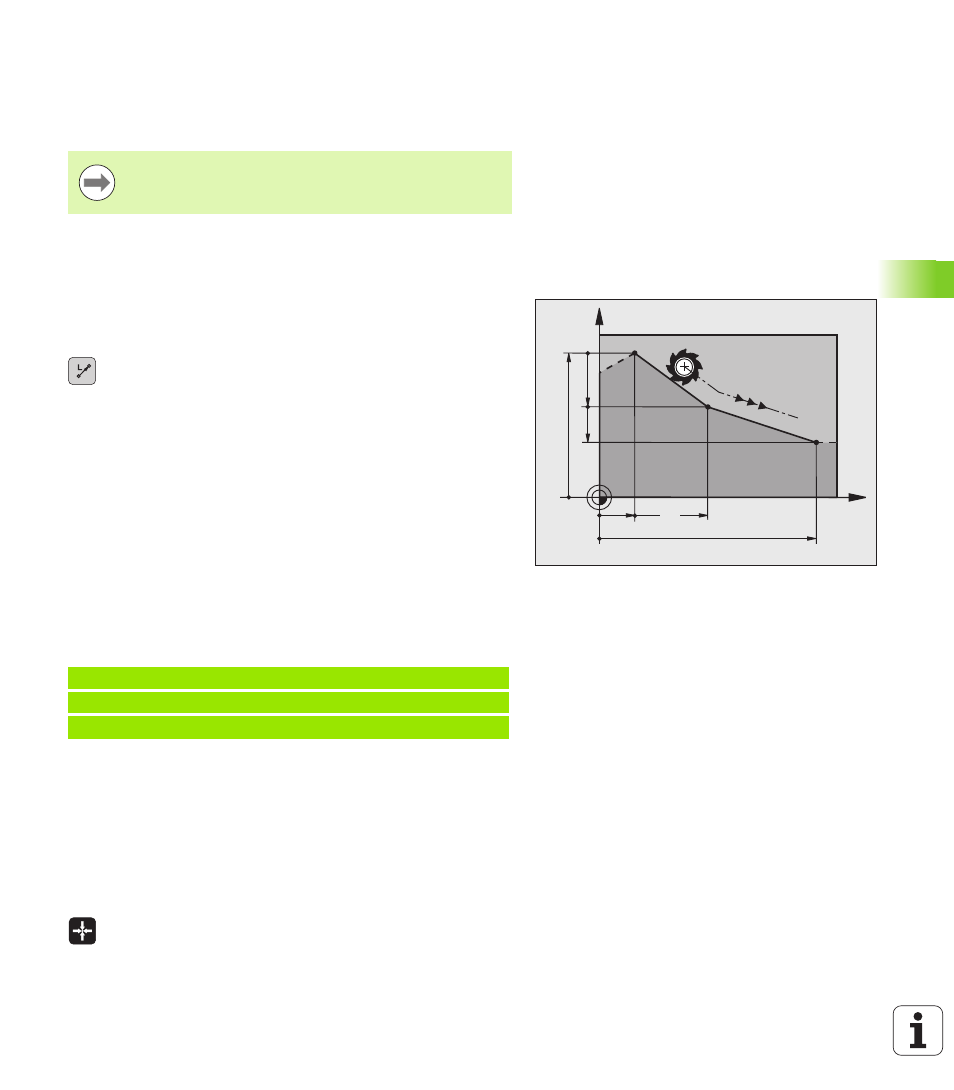
X
Y
60
15
40
10
10
20
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *