HEIDENHAIN TNC 320 (340 55x-04) ISO programming Instrukcja Obsługi
Strona 262
262
Programowanie: funkcje dodatkowe
9.3 Funkcje dodatkowe dl
a podania danych o wspó
łrz
ędnych
9.3 Funkcje dodatkowe dla podania
danych o współrzędnych
Zaprogramować współrzędne w odniesieniu do
maszyny: M91/92
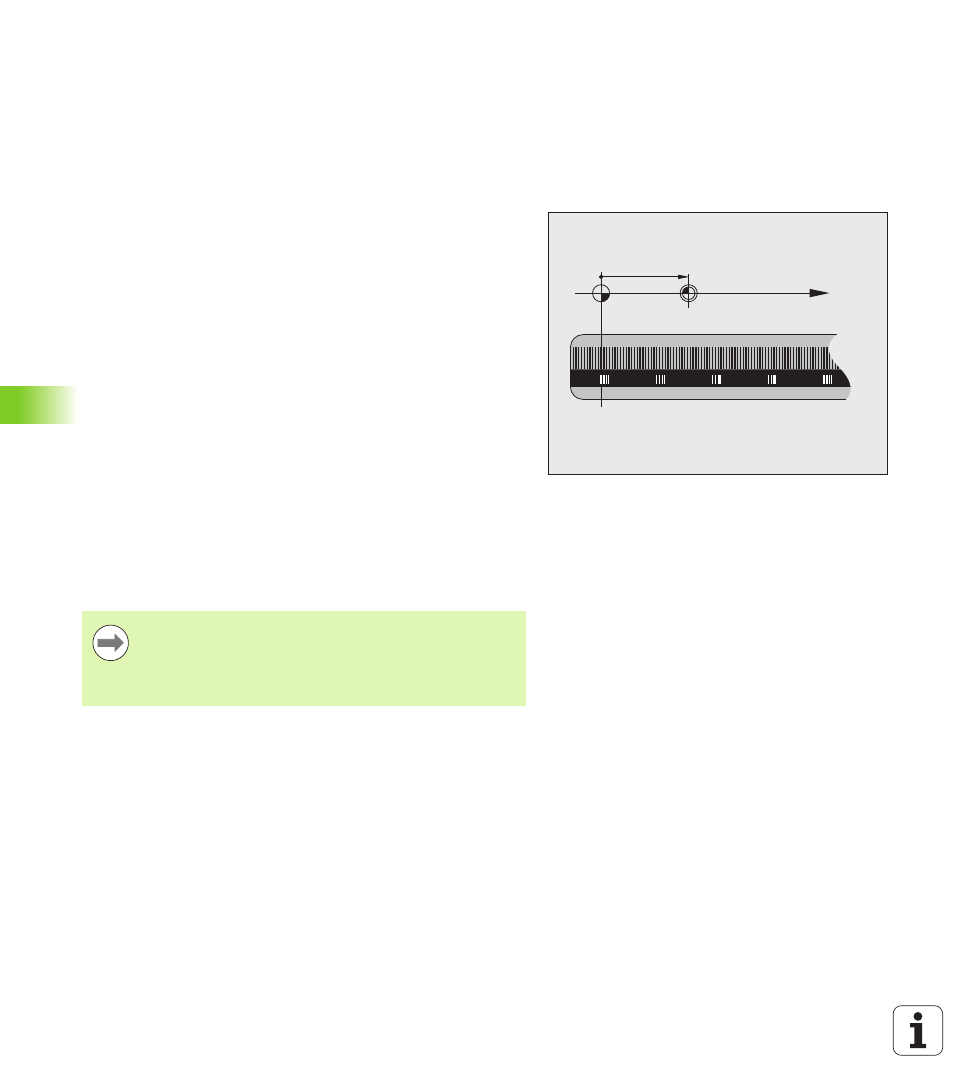
Punkt zerowy podziałki
Na podziałce marka wzorcowa określa położenie punktu zerowego
podziałki.
Punkt zerowy maszyny
Punkt zerowy jest potrzebny, aby
wyznaczyć ograniczenie obszaru przemieszczania się narzędzia
(wyłącznik krańcowy programu)
najechać stałe pozycje maszyny (np. pozycję zmiany narzędzia)
wyznaczyć punkt odniesienia obrabianego przedmiotu
Producent maszyn wprowadza dla każdej osi odstęp punktu zerowego
maszyny od punktu zerowego podziałki wymiarowej do parametru
maszyny.
Postępowanie standardowe
TNC odnosi współrzędne do punktu zerowego obrabianego
przedmiotu patrz „Wyznaczenie punktu odniesienia bez 3D sondy
Zachowanie z M91 – punkt zerowy maszyny
Jeśli współrzędne w zapisach pozycjonowania powinny odnosić się do
punktu zerowego maszyny, to proszę wprowadzić w tych zapisach
M91.
TNC pokazuje wartości współrzędnych w odniesieniu do punktu
zerowego maszyny. W wyświetlaczu stanu proszę przełączyć
wyświetlacz współrzędnych na REF, patrz „Wyświetlacze stanu”,
X (Z,Y)
X
MP
Jeśli w wiersz M91 programujemy inkrementalne
wpółrzędne, to te współrzędne odnoszą się do ostatnio
zaprogramowanej pozycji M91. Jeśli nie zaprogramowano
M91-pozycji w aktywnym programie NC, to współrzędne
odnoszą się do aktualnej pozycji narzędzia.