6 kalibrowanie uk ładu pomiarowego 3d – HEIDENHAIN TNC 320 (340 55x-04) ISO programming Instrukcja Obsługi
Strona 331
HEIDENHAIN TNC 320
331
12.6 Kalibrowanie uk
ładu pomiarowego 3D
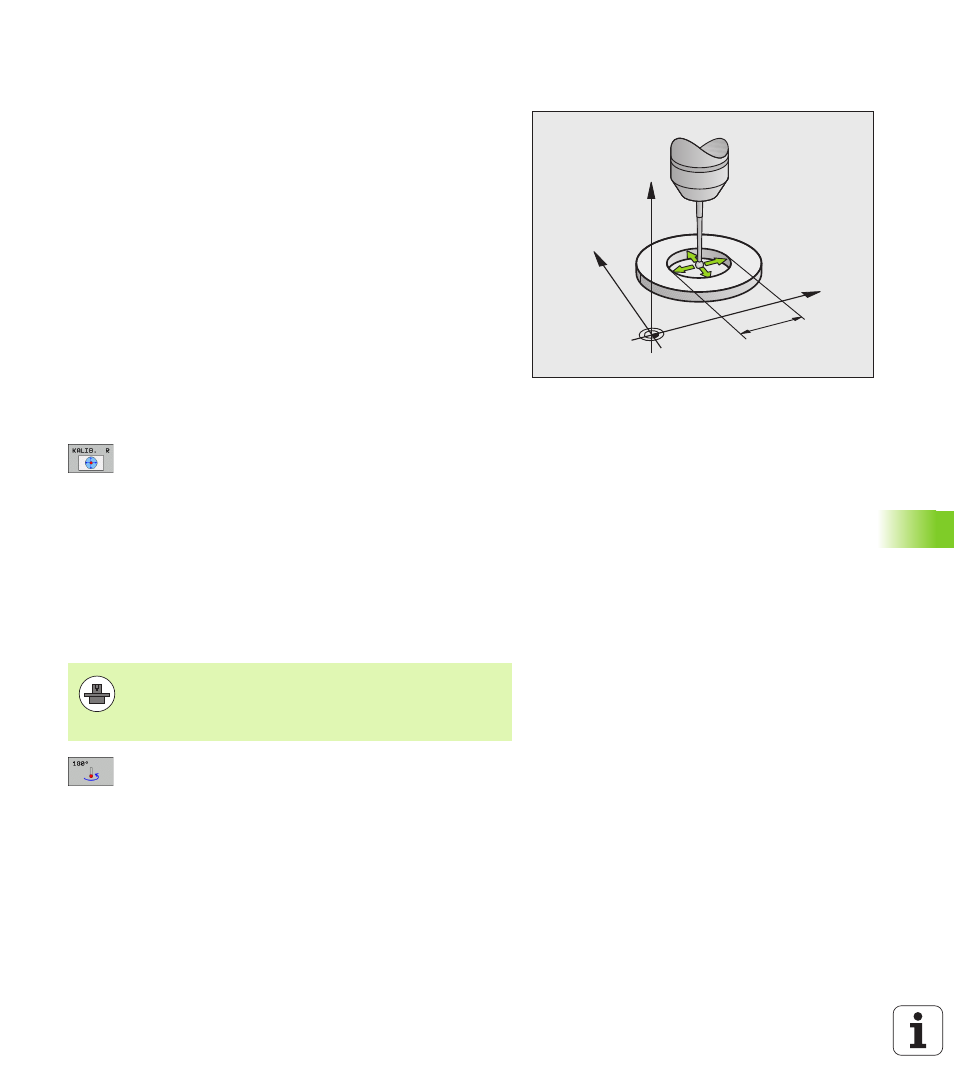
Kalibrować promień i wyrównać przesunięcie
współosiowości sondy pomiarowej
Oś sondy pomiarowej nie znajduje się normalnie rzecz biorąc
dokładnie w osi wrzeciona. Funkcja kalibrowania rejestruje
przesunięcie pomiędzy osią sondy pomiarowej i osią wrzeciona oraz
wyrównuje je obliczeniowo.
W zależności od zapisu w kolumnie TRACK tabeli układu
pomiarowego (powielanie wrzeciona aktywne/nieaktywne) procedura
kalibrowania przebiega różnie. Podczas aktywnego przesunięcia
wrzeciona operacja kalibrowania przebiega od jednego NC-startu,
natomiast przy nieaktywnym przesunięciu wrzeciona można
zadecydować, czy chcemy kalibrować przesunięcie współosiowości
czy też nie.
Przy kalibrowaniu przesunięcia współosiowości TNC obraca 3D-
sondę pomiarową o 180°. Ten obrót zostaje zainicjalizowany poprzez
funkcję dodatkową, określoną przez producenta maszyn w parametrze
maszynowym mStrobeUTurn.
Proszę przeprowadzić manualne kalibrowanie w następujący sposób:
U
pozycjonować główkę sondy w trybie obsługi ręcznej do otworu
pierścienia nastawczego
U
Wybór funkcji kalibrowania dla promienia kulki
pomiarowej sondy i przesunięcia współosiowości
sondy: nacisnąć softkey KAL. R
U
Wybrać oś narzędzia, wprowadzić promień pierścienia
nastawczego
U
Próbkowanie: 4x nacisnąć zewnętrzny klawisz
START. 3D-sonda pomiarowa dokonuje próbkowania
w każdym kierunku osi pozycję otworu i oblicza
rzeczywisty promień główki sondy
U
Jeśli chcemy teraz zakończyć funkcję kalibrowania,
softkey KONIEC nacisnąć
U
Określić przesunięcie współosiowości kulki sondy:
nacisnąć softkey 180° . TNC obraca sondę
pomiarową o 180°
U
Próbkowanie: 4 x nacisnąć zewnętrzny klawisz
START. 3D-sonda pomiarowa dokonuje próbkowania
w każdym kierunku osi pozycję otworu i oblicza
promień kulistej końcówki sondy
Y
X
Z
10
Aby określić przesunięcie współosiowości główki sondy,
TNC musi być przygotowane przez producenta maszyn..
Proszę uwzględnić informacje zawarte w podręczniku
obsługi maszyny!