2 dane o narzędziach, Warunki dla przeprowadzenia korekcji narzędzia, Numer narzędzia, nazwa narzędzia – HEIDENHAIN TNC 320 (340 55x-04) ISO programming Instrukcja Obsługi
Strona 132: Długość narzędzia - l, Promień narzędzia r, 2 dane o narz ędziach 5.2 dane o narzędziach
132
Programowanie: narzędzia
5.2 Dane o narz
ędziach
5.2 Dane o narzędziach
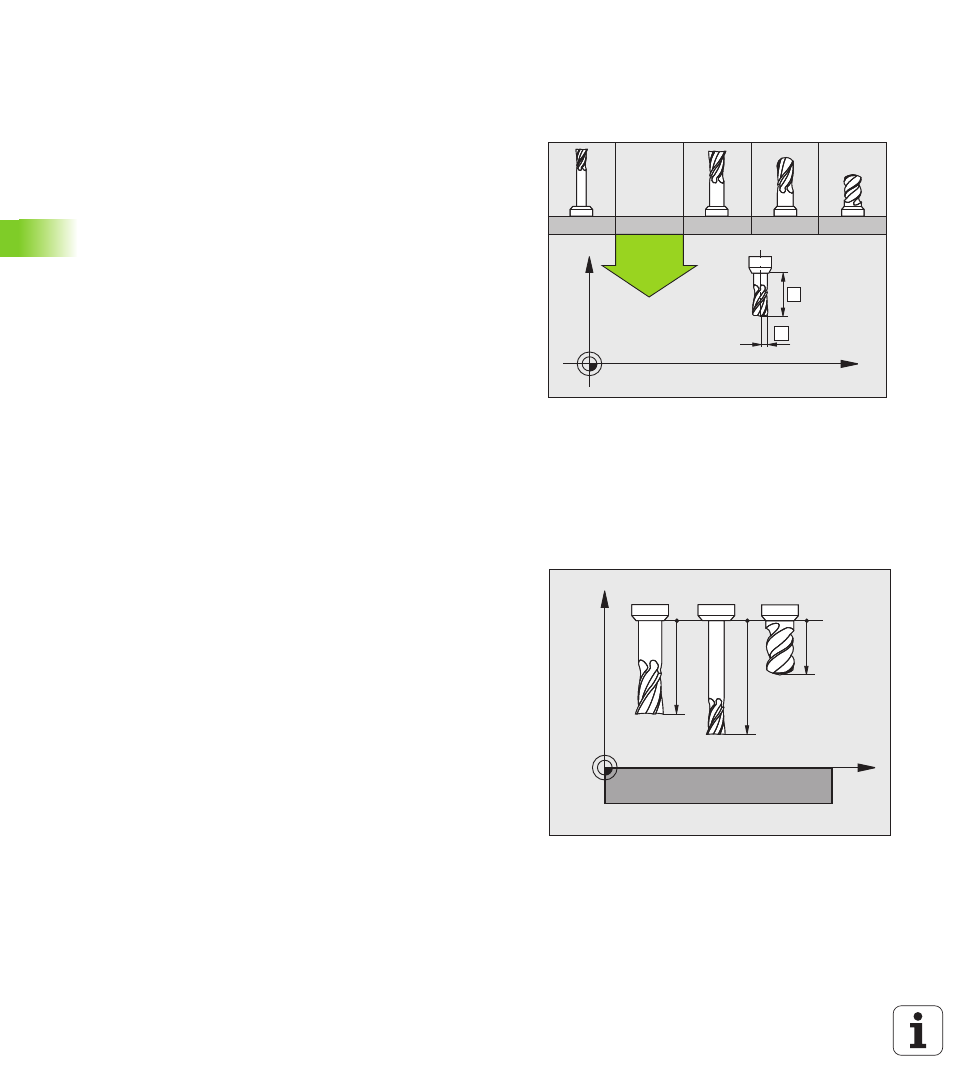
Warunki dla przeprowadzenia korekcji narzędzia
Z reguły programuje się współrzędne ruchów kształtowych tak, jak
został wymiarowany obrabiany przedmiot na rysunku technicznym.
Aby TNC mogła obliczyć tor punktu środkowego narzędzia, to znaczy
mogła przeprowadzić korekcję narzędzia, należy wprowadzić długość
i promień do każdego używanego narzędzia.
Dane o narzędziach można wprowadzać albo bezpośrednio przy
pomocy funkcji G99 do programu albo oddzielnie do tabeli narzędzi.
Jeżeli dane o narzędziach zostają wprowadzone do tabeli, są tu do
dyspozycji inne specyficzne informacje dotyczące narzędzi. Podczas
przebiegu programu obróbki TNC uwzględnia wszystkie wprowadzone
informacje.
Numer narzędzia, nazwa narzędzia
Każde narzędzie oznaczone jest numerem od 0 do 32767. Jeśli
pracujemy z tabelami narzędzi, to możemy dodatkowo nadawać
nazwy narzędzi. Nazwy narzędzi mogą składać się maksymalnie z 16
znaków.
Narzędzie z numerem 0 jest określone jako narzędzie zerowe i
posiada długość L=0 i promień R=0. W tabelach narzędzi należy
narzędzie T0 zdefiniować również przy pomocy L=0 i R=0.
Długość narzędzia - L:
Długość narzędzia L powinna zostać zapisana zasadniczo jako
absolutna długość w odniesieniu do punktu bazowego narzędzia. Dla
TNC konieczna jest całkowita długość narzędzia dla licznych funkcji w
połączeniu z obróbką wieloosiową.
Promień narzędzia R
Promień narzędzia zostaje wprowadzony bezpośrednio.
Z
X
1
18
13
12
8
R
L
8
Z
X
L3
L2
L1