6 kalibrowanie układu pomiarowego 3d, Wstęp, Kalibrowanie użytecznej długości – HEIDENHAIN TNC 320 (340 55x-04) Instrukcja Obsługi
Strona 372: Wstęp kalibrowanie użytecznej długości
372
Obsługa ręczna i nastawienie
12.6 Kalibrowanie uk
ładu pomiarowego 3D
12.6 Kalibrowanie układu
pomiarowego 3D
Wstęp
Aby określić dokładnie rzeczywisty punkt przełączenia sondy
pomiarowej 3D, należy kalibrować sondę, w przeciwnym razie TNC nie
może określić dokładnych wyników pomiaru.
Przy kalibrowaniu TNC ustala „użyteczną” długość trzpienia sondy i
„użyteczny” promień kulistej końcówki sondy. Dla kalibrowania 3D-
sondy pomiarowej zamocowujemy pierścień nastawczy o znanej
wysokości i znanym promieniu wewnętrznym na stole maszyny.
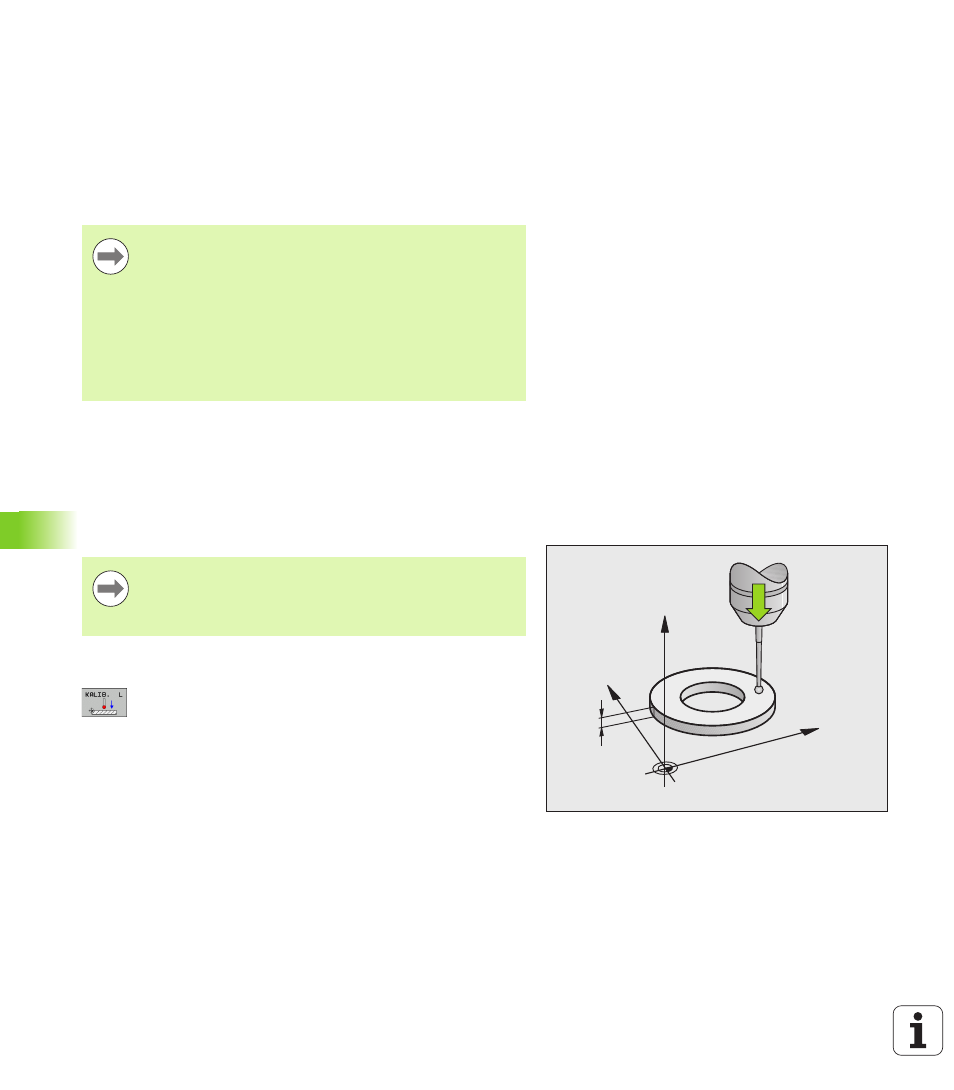
Kalibrowanie użytecznej długości
U
Tak wyznaczyć punkt odniesienia w osi wrzeciona, iż dla stołu
maszyny obowiązuje: Z=0.
U
Wybrać funkcję kalibrowania dla długości sondy
impulsowej: softkey FUNKCJA PROBKOWANIA i
KAL. L nacisnąć. TNC pokazuje okno menu z
czterema polami wprowadzenia
U
Wprowadzić oś narzędzia (klawisz osiowy)
U
Punkt odniesienia: zapisać wysokość pierścienia
nastawczego
U
Użyteczny promień kulki i użyteczna długość nie
wymagają zapisu
U
Przemieścić sondę pomiarową blisko nad
powierzchnią pierścienia nastawczego
U
Jeśli to konieczne zmienić kierunek przemieszczenia:
wybór przy pomocy softkey lub klawiszami ze strzałką
U
Próbkowanie powierzchni: nacisnąć zewnętrzny
klawisz START
Sondę pomiarową należy kalibrować zawsze przy:
uruchamianiu
złamaniu trzpienia sondy
zmianie trzpienia sondy
zmianie posuwu próbkowania
wystąpieniu niedociągłości, na przykład przez
rozgrzanie maszyny
zmianie aktywnej osi narzędzia
5
Y
X
Z
Użyteczna długość sondy pomiarowej odnosi się zawsze
do punktu odniesienia narzędzia. Z reguły producent
maszyn wyznacza punkt bazowy narzędzia na nosku
wrzeciona.