HEIDENHAIN TNC 320 (340 55x-04) Instrukcja Obsługi
Strona 308
308
Programowanie: funkcje dodatkowe
9.4 Funkcje dodatkowe dla zachowania si
ę narz
ędzi na torze kszt
ał
towym
Obliczanie wstępne konturu ze skorygowanym
promieniem (LOOK AHEAD): M120
Postępowanie standardowe
Jeśli promień narzędzia jest większy niż stopień konturu, który należy
najeżdżać ze skorygowanym promieniem, to TNC przerywa przebieg
programu i wydaje komunikat o błędach. M97 (patrz „Obróbka
niewielkich stopni konturu: M97” na stronie 303) zapobiega pojawieniu
się komunikatu o błędach, prowadzi jednakże do odznaczenia wyjścia
z materiału i przesuwa dodatkowo naroże.
Przy podcinaniach TNC uszkadza ewentualnie kontur.
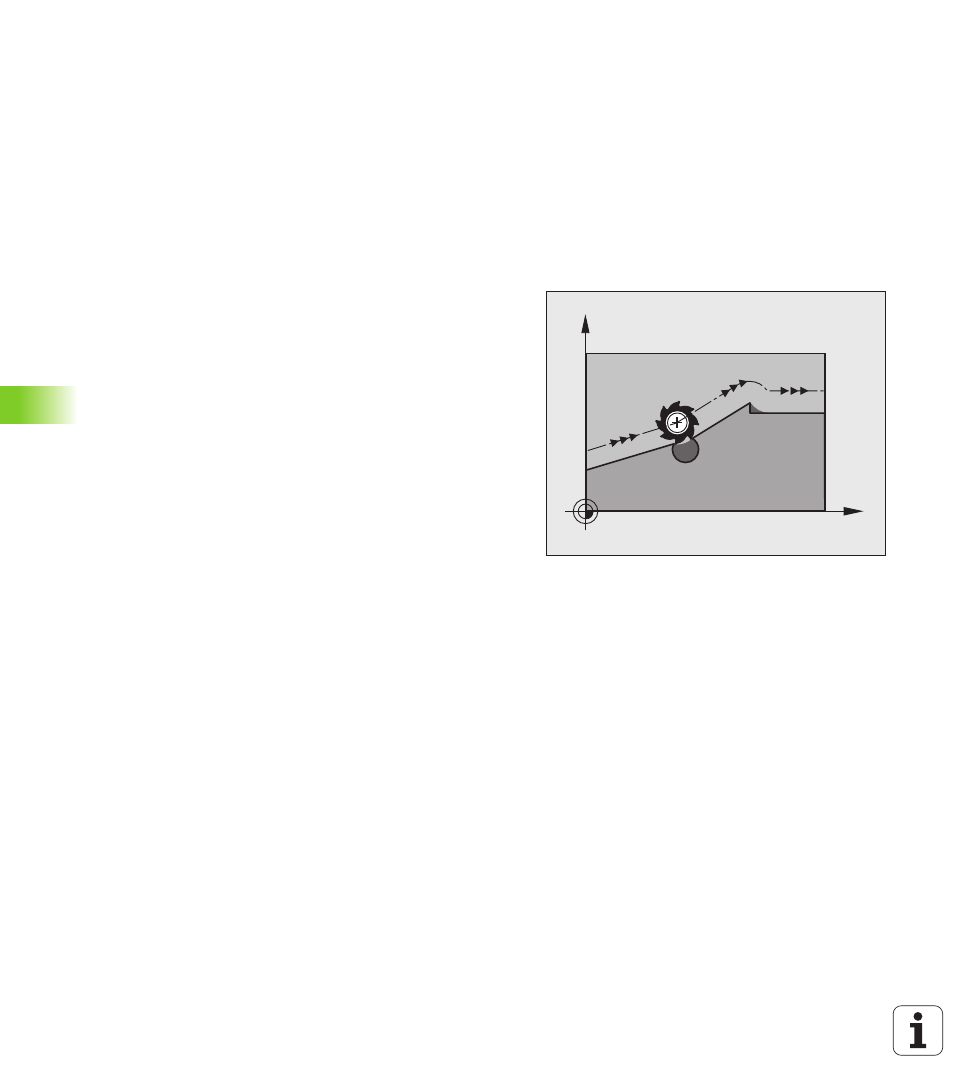
Postępowanie z M120
TNC sprawdza kontur ze skorygowanym promieniem na zaistnienie
podcinek i nadcięć oraz oblicza wstępnie tor narzędzia od aktualnego
bloku. Miejsca, w których narzędzie uszkodziłoby kontur, pozostają nie
obrobione (na ilustracji przedstawione w ciemnym tonie). Można M120
także używać, aby dane digitalizacji lub dane, które zostały
wytworzone przez zewnętrzny system programowania, uzupełnić
wartościami korekcji promienia narzędzia. W ten sposób odchylenia
od teoretycznego promienia narzędzia mogą zostać skompensowane.
Liczba bloków (maksymalnie 99), które TNC oblicza wstępnie, określa
się przy pomocy LA (angl.Look Ahead: patrz do przodu) za M120. Im
większa liczba bloków, którą ma obliczyć wstępnie TNC, tym
wolniejsze będzie opracowywanie bloków.
Zapis
Jeśli w zapisie pozycjonowania zostaje wprowadzony M120, to TNC
kontynuje dialog dla tego zapisu i zapytuje o liczbę wstępnie
obliczanych bloków LA.
X
Y