HEIDENHAIN iTNC 530 (606 42x-02) Instrukcja Obsługi
Strona 524
524
Programowanie: obróbka wieloosiowa
12.6 T
rójwymiarowa korekcja narz
ędzia (opcja sof
tware 2)
Program NC
3D-ToolComp funkcjonuje zasadniczo tylko z programami,
zawierającymi wektory normalne powierzchni (patrz „Definicja
znormowanego wektora” na stronie 515). Przy generowaniu programu
NC przez system CAM należy uwzględnić:
Jeśli program NC jest obliczony na środek kulki, to należy
zdefiniować nominalną wartość promienia R2 freza kształtowego w
tabeli narzędzi TOOL.T
Jeśli program NC jest obliczony na biegun południowy kulki, to
należy zdefiniować nominalną wartość promienia R2 freza
kształtowego oraz dodatkowo wartość R2 jako ujemną długość delta
w kolumnie DL tabeli narzędzi TOOL.T
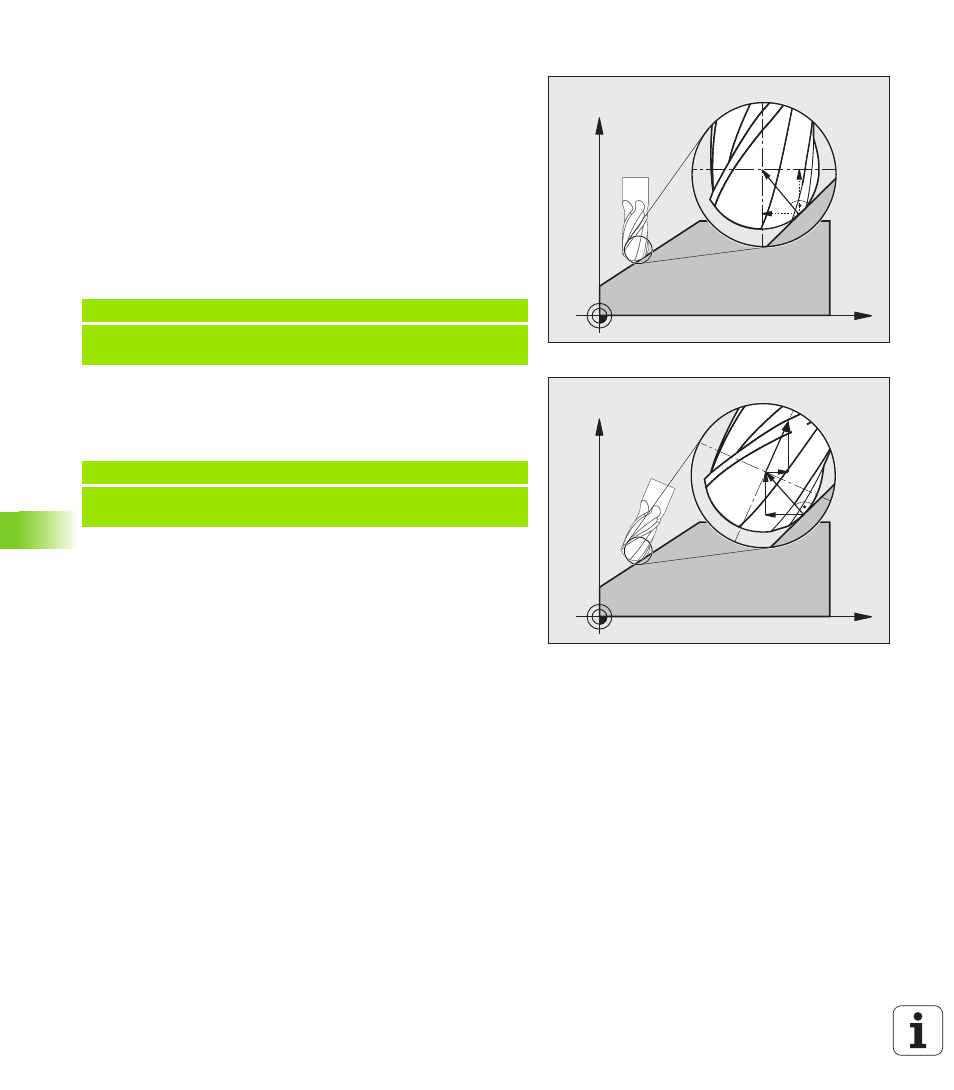
Przykład: trzyosiowy program z wektorami normalnymi powierzchni
Przykład: pięcioosiowy program z wektorami normalnymi powierzchni
X
Z
NZ
NX
X
Z
NX
NZ
N
T
TZ
TX
FUNCTION TCPM OFF
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000
X, Y, Z:
Pozycja punktu prowadzenia narzędzia
NX, NY, NZ: Komponenty normalnych płaszczyznowych
FUNCTION TCPM F TCP AXIS POS PATHCTRL AXIS
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000
X, Y, Z:
Pozycja punktu prowadzenia narzędzia
NX, NY, NZ: Komponenty normalnych płaszczyznowych
TX, TY, TZ: Komponenty znormowanego wektora dla ustawienia
narzędzia