HEIDENHAIN iTNC 530 (606 42x-02) Instrukcja Obsługi
Strona 523
HEIDENHAIN iTNC 530
523
12.6 T
rójwymiarowa korekcja narz
ędzia (opcja sof
tware 2)
Funkcja
Jeśli odpracowujemy program z wektorami normalnymi powierzchni a
dla aktywnego narzędzia przypisano w tabeli narzędzi TOOL.T tabelę
wartości korekcji (kolumna DR2TABLE), to TNC przelicza wówczas
zamiast wartości korekcji DR2 z TOOL.T wartości z tabeli wartości
korekcji.
Przy tym TNC uwzględnia tę wartość korekcji z tabeli wartości korekcji,
która została zdefiniowana dla aktualnego punktu dotyku narzędzia z
przedmiotem. Jeśli punkt dotyku leży pomiędzy dwoma punktami
korekcji, to TNC interpoluje wartość korekcji liniowo pomiędzy dwoma
najbliżej leżącymi kątami.
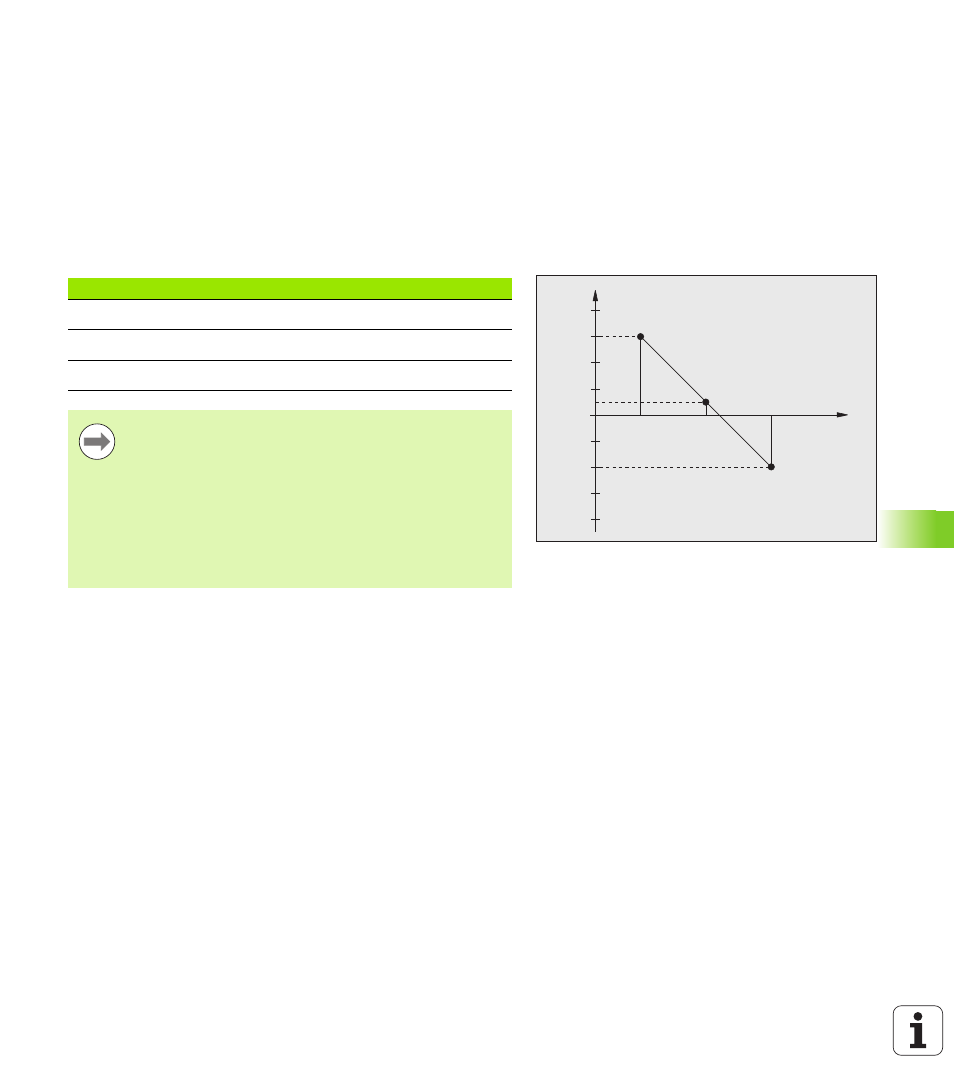
Przykład:
+0.04
+0.03
+0.02
+0.01
+0.005
0.04
0.03
0.02
0.01
40°
45°
50°
NOM - DR2
ANGLE
0
Wartość kąta
Wartość korekcji
40°
+0.03 mm (zmierzone)
50°
-0.02 mm (zmierzone)
45° (punkt dotyku)
+0.005 mm (interpoluje)
TNC wydaje również komunikat o błędach, jeśli nie może
określić wartości korekcji poprzez interpolację.
Programowanie M107 (komunikat o błędach dla dodatnich
wartości korekcji wygasić) nie jest konieczne, nawet jeżeli
wartość korekcji jest dodatnia.
TNC przelicza albo DR2 z TOOL.T lub wartość korekcji z
tabeli wartości korekcji. Dodatkowe offsety, jak naddatek
powierzchni można w razie konieczności definiować
poprzez DR2 w TOOL CALL-wierszu.