HEIDENHAIN iTNC 530 (606 42x-02) Instrukcja Obsługi
Strona 522
522
Programowanie: obróbka wieloosiowa
12.6 T
rójwymiarowa korekcja narz
ędzia (opcja sof
tware 2)
Tabela wartości korekcji
Jeśli chcemy samodzielnie generować tabelę wartości korekcji i
zapełniać ją danymi, to należy postąpić w następujący sposób:
U
Wybrać zarządzanie plikami: klawisz PGM MGT nacisnąć
U
Zapisać dowolną nazwę pliku z końcówką TAB, klawiszem ENT
potwierdzić: TNC pokazuje okno wywoływane z określonymi
formatami tabeli
U
Klawiszem ze strzałką format tabeli 3DTOOLCOMP.TAB wybrać,
klawiszem ENT potwierdzić: TNC otwiera nową tabelę, zawierającą
tylko jeden wiersz i jedną kolumnę, konieczne dla funkcji 3D-
ToolComp
TNC analizuje i wykorzystuje następujące kolumny tabeli wartości
korekcji:
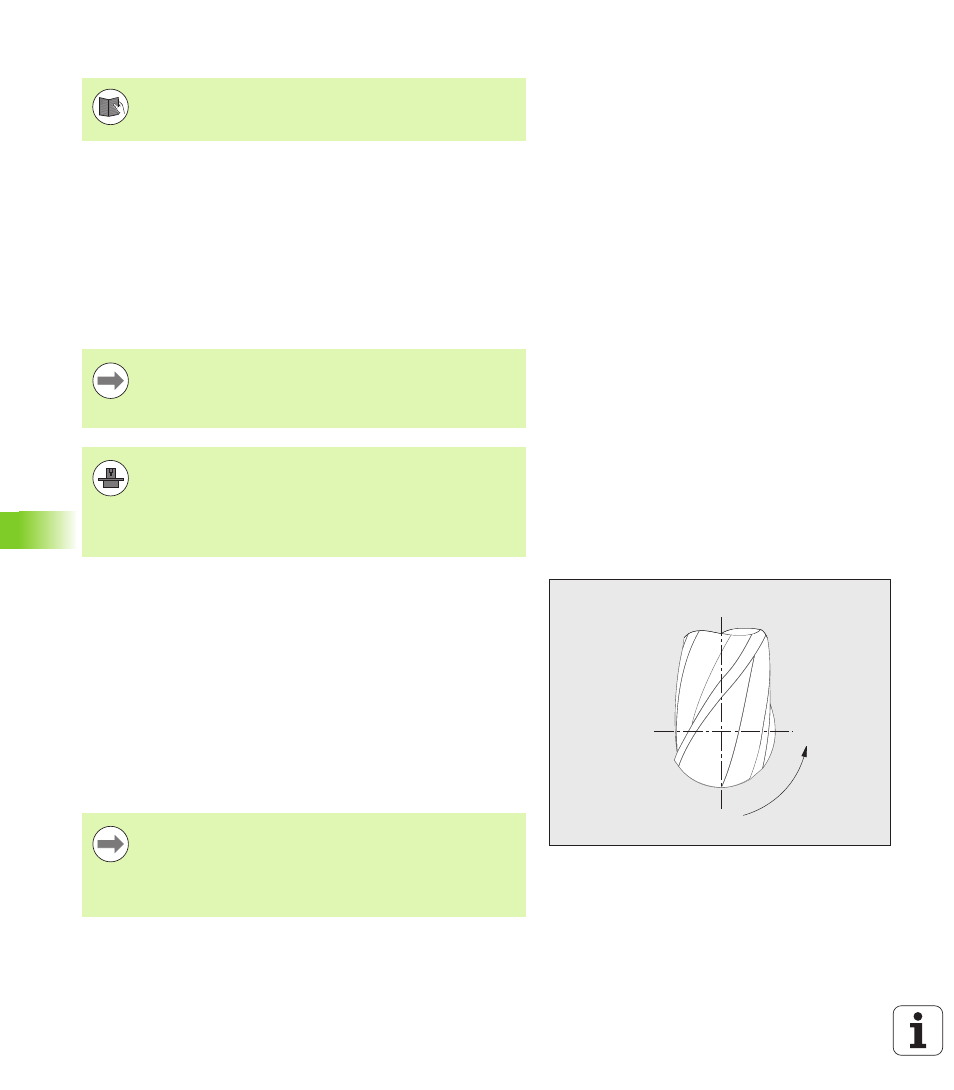
ANGLE:
Kąt przy promieniu narzędzia, do którego należy ustalona wartość
korekcji NOM-DR2 . Zakres wprowadzenia: 0° do 180°, dla freza
kształtowego wartości kąta leżą pomiędzy 0° i 90°
NOM-R2:
Promień zadany R2 narzędzia. TNC wykorzystuje wartości z NOM-
R2 tylko, aby określić koniec tabeli wartości korekcji: koniec tabeli to
linijka, w której wartość=0 jest zapisana w kolumnie NOM-R2 .
NOM-DR2:
Odchylenie od wartości zadanej, wartości dodatnie (naddatek) i
ujemne wartości (niedomiar) są dozwolone
Cykl pomiaru laserowego 598 generuje automatycznie
tabelę wartości korekcji. Proszę uwzględnić dokumentację
cykli pomiaru laserowego.
Tabela wartości korekcji jest tak zwaną dowolnie
definiowalną tabelą. Dalsze informacje do pracy z
dowolnie definiowalną tabelą: Patrz „Dowolnie
definiowalna tabela”, strona 466.
Jeśli TNC nie pokazuje przy otwarciu nowego pliku TAB
wywoływanego okna lub wyświetla format tabeli
3DTOOLCOMP, to należy najpierw generować przy
pomocy funkcji COPY SAMPLE FILES formaty tabeli.
Proszę skontaktować się w tym celu z producentem
maszyn lub z HEIDENHAIN.
0°
+90°
+180°
TNC analizuje i wykorzystuje maksymalnie 50 wierszy w
tabeli wartości korekcji.
TNC analizuje i ocenia ujemne wartości kątowe z kolumny
ANGLE, kompensuje jednakże wartości korekcji zawsze w
dodatnim zakresie kąta narzędzia.