HEIDENHAIN 530 (340 49x-07) Cycle programming Instrukcja Obsługi
Strona 487
HEIDENHAIN iTNC 530
487
18.4 POMIAR KINEMA
TYKI (cykl
451, DIN/ISO: G451, opcja)
4 TNC wymierza automatycznie jedna po drugiej wszystkie osie
obrotu ze zdefiniowaną przez operatora dokładnością
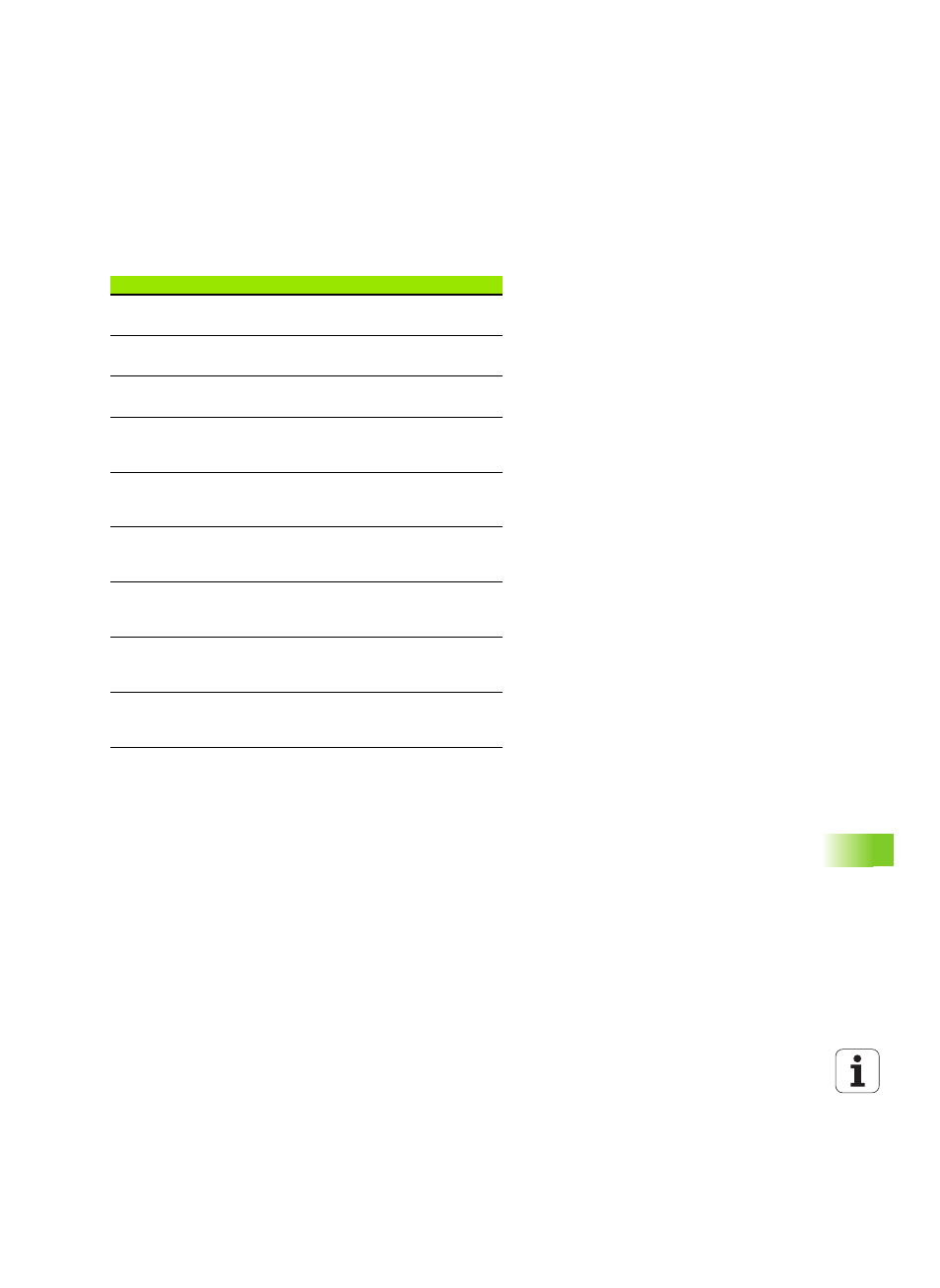
5 Wartości pomiarowe TNC zachowuje w następujących
parametrach Q:
Numer parametru
Znaczenie
Q141
Zmierzone odchylenie standardowe osi A
(-1, jeśli oś nie została zmierzona)
Q142
Zmierzone odchylenie standardowe osi B
(-1, jeśli oś nie została zmierzona)
Q143
Zmierzone odchylenie standardowe osi C
(-1, jeśli oś nie została zmierzona)
Q144
Zoptymalizowane odchylenie
standardowe osi A (-1, jeśli oś nie została
zmierzona)
Q145
Zoptymalizowane odchylenie
standardowe osi B (-1, jeśli oś nie została
zoptymalizowana)
Q146
Zoptymalizowane odchylenie
standardowe osi C (-1, jeśli oś nie została
zoptymalizowana)
Q147
Błąd offsetu w kierunku X, dla
manualnego przejęcia do odpowiedniego
parametru maszynowego
Q148
Błąd offsetu w kierunku Y, dla
manualnego przejęcia do odpowiedniego
parametru maszynowego
Q149
Błąd offsetu w kierunku Z, dla
manualnego przejęcia do odpowiedniego
parametru maszynowego