HEIDENHAIN 530 (340 49x-07) Cycle programming Instrukcja Obsługi
Strona 330
330
Cykle: funkcje specjalne
12.7 T
O
CZENIE INTERPOLACYJNE (opcja
sof
tware, cykl 290, DIN/ISO: G290)
Frezowanie konturu
Poprzez zapis Q444=0 można frezować powierzchnie. Dla tej obróbki
proszę używać freza z promieniem ostrza (R2). Jeśli na tych
powierzchniach jest duży naddatek, to można je lepiej obrabiać
wstępnie frezowaniem niż toczeniem interpolacyjnym.
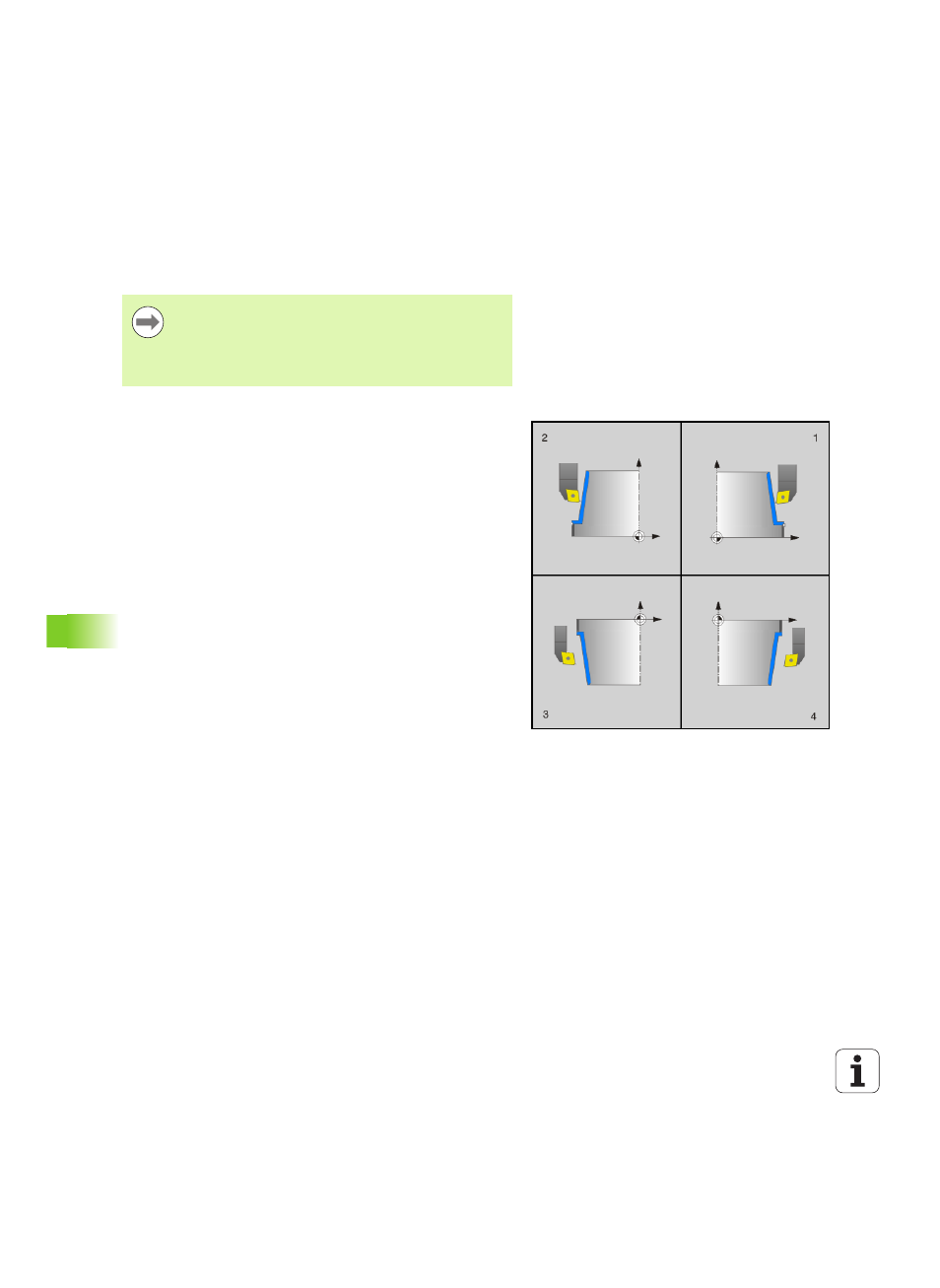
Warianty obróbki
Poprzez kombinację punktów startu i końcowego z kątami Q495 i
Q496 wynikają następujące możliwości obróbki:
Obróbka zewnętrzna w kwadrancie 1 (1):
Kąt powierzchni bocznej Q495 zapisać dodatni
Kąt powierzchni planowej Q496 zapisać ujemny
Zapisać start konturu X Q491 mniejszy od końca konturu X Q493
Zapisać start konturu Z Q492 większy od końca konturu Z Q494
Obróbka wewnętrzna w kwadrancie 2 (2):
Kąt powierzchni bocznej Q495 zapisać ujemny
Kąt powierzchni planowej Q496 zapisać dodatni
Zapisać start konturu X Q491 większy od końca konturu X Q493
Zapisać start konturu Z Q492 większy od końca konturu Z Q494
Obróbka zewnętrzna w kwadrancie 3 (3):
Kąt powierzchni bocznej Q495 zapisać dodatni
Kąt powierzchni planowej Q496 zapisać ujemny
Zapisać start konturu X Q491 większy od końca konturu X Q493
Zapisać start konturu Z Q492 mniejszy od końca konturu Z Q494
Obróbka wewnętrzna w kwadrancie 4 (4):
Kąt powierzchni bocznej Q495 zapisać ujemny
Kąt powierzchni planowej Q496 zapisać dodatni
Zapisać start konturu X Q491 mniejszy od końca konturu X Q493
Zapisać start konturu Z Q492 mniejszy od końca konturu Z Q494
Cykl daje także możliwość przy frezowaniu obróbki
kilkoma przejściami.
Uwzględnić, iż przy frezowaniu prędkość posuwu
odpowiada zapisowi w Q440 (prędkość skrawania).
Jednostką prędkości skrawania jest metr na minutę.