Parametry cyklu – HEIDENHAIN 530 (340 49x-07) Cycle programming Instrukcja Obsługi
Strona 402
402
Cykle układu pomiarowego: automatyczne ustalanie punktów odniesienia
15.1
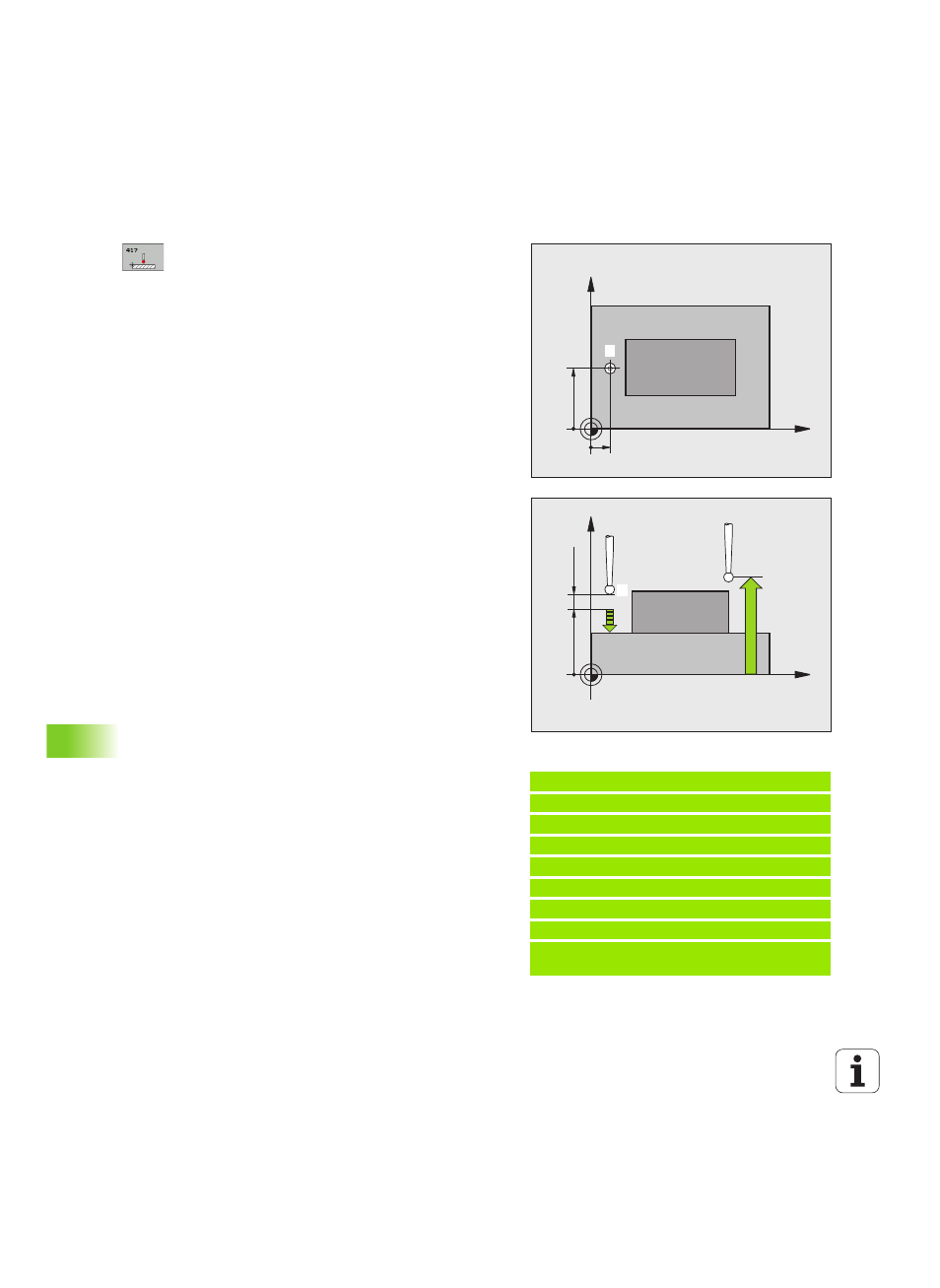
1 PUNKT ODNIESIENIA OS SONDY (cykl 417, DIN/ISO:
G417)
Parametry cyklu
U
1. punkt pomiaru 1. osi Q263 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
głównej płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
U
1. punkt pomiaru 2. osi Q264 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999,9999 do 99999,9999
U
1. punkt pomiaru 3. osi Q294 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
sondy pomiarowej. Zakres wprowadzenia
-99999,9999 do 99999,9999
U
Bezpieczna wysokość Q320 (przyrostowo): dodatkowy
odstęp pomiędzy punktem pomiaru i kulką sondy
pomiarowej. Q320 działa addytywnie do MP6140.
Zakres wprowadzenia 0 do 99999,9999 alternatywnie
PREDEF
U
Bezpieczna wysokość Q260 (absolutna): współrzędna
na osi sondy pomiarowej, na której nie może dojść do
kolizji pomiędzy sondą i obrabianym przedmiotem
(mocowadłem). Zakres wprowadzenia -99999.9999
do 99999,9999 alternatywnie PREDEF
U
Numer punktu zerowego w tabeli Q305: podać numer
w tabeli punktów zerowych/tabeli preset, pod którym
TNC ma zapisywać do pamięci współrzędne. Przy
wprowadzeniu Q305=0, TNC tak ustawia
automatycznie wyświetlacz, iż nowy punkt
odniesienia znajduje się na wypróbkowanej
powierzchni. Zakres wprowadzenia 0 do 2999
U
Nowy punkt odniesienia osi TS Q333 (absolutny):
współrzędna na osi pomiaru, na której TNC ma
wyznaczyć ustalony środek rowka. Nastawienie
podstawowe = 0. Zakres wprowadzenia -99999,9999
do 99999,9999
U
Transfer wartości pomiaru (0,1) Q303: określić, czy
ustalony punkt odniesienia ma zostać zapisany w
tabeli punktów zerowych lub w tabeli Preset:
-1: nie używać! Zostaje zapisany przez TNC, jeśli
zostają wczytywane stare programy (patrz „Obliczony
punkt odniesienia zapisać do pamięci” na stronie 364)
0: zapisać ustalony punkt odniesienia do aktywnej
tabeli punktów zerowych. Układem odniesienia
(bazowym) jest aktywny układ współrzędnych
obrabianego przedmiotu
1: zapisać ustalony punkt odniesienia do tabeli preset.
Układem odniesienia jest układ współrzędnych
maszyny (REF-układ)
Przykład: NC-wiersze
5 TCH PROBE 417 PKT.ODN. OŚ SONDY
Q263=+25 ;1. PUNKT 1. OSI
Q264=+25 ;1. PUNKT 2. OSI
Q294=+25 ;1. PUNKT 3. OSI
Q320=0
;ODSTĘP BEZPIECZEŃSTWA
Q260=+50 ;BEZPIECZNA WYSOKOŚĆ
Q305=0
;NR W TABELI
Q333=+0 ;PUNKT ODNIESIENIA
Q303=+1 ;TRANSFER WARTOŚCI
POMIARU
X
Y
Q264
Q263
1
X
Z
Q260
Q294
MP61
40
+
Q320
1