Parametry cyklu, Zresetować, Parametry cyklu zresetować – HEIDENHAIN 530 (340 49x-07) Cycle programming Instrukcja Obsługi
Strona 303
HEIDENHAIN iTNC 530
303
11
.9 P
Ł
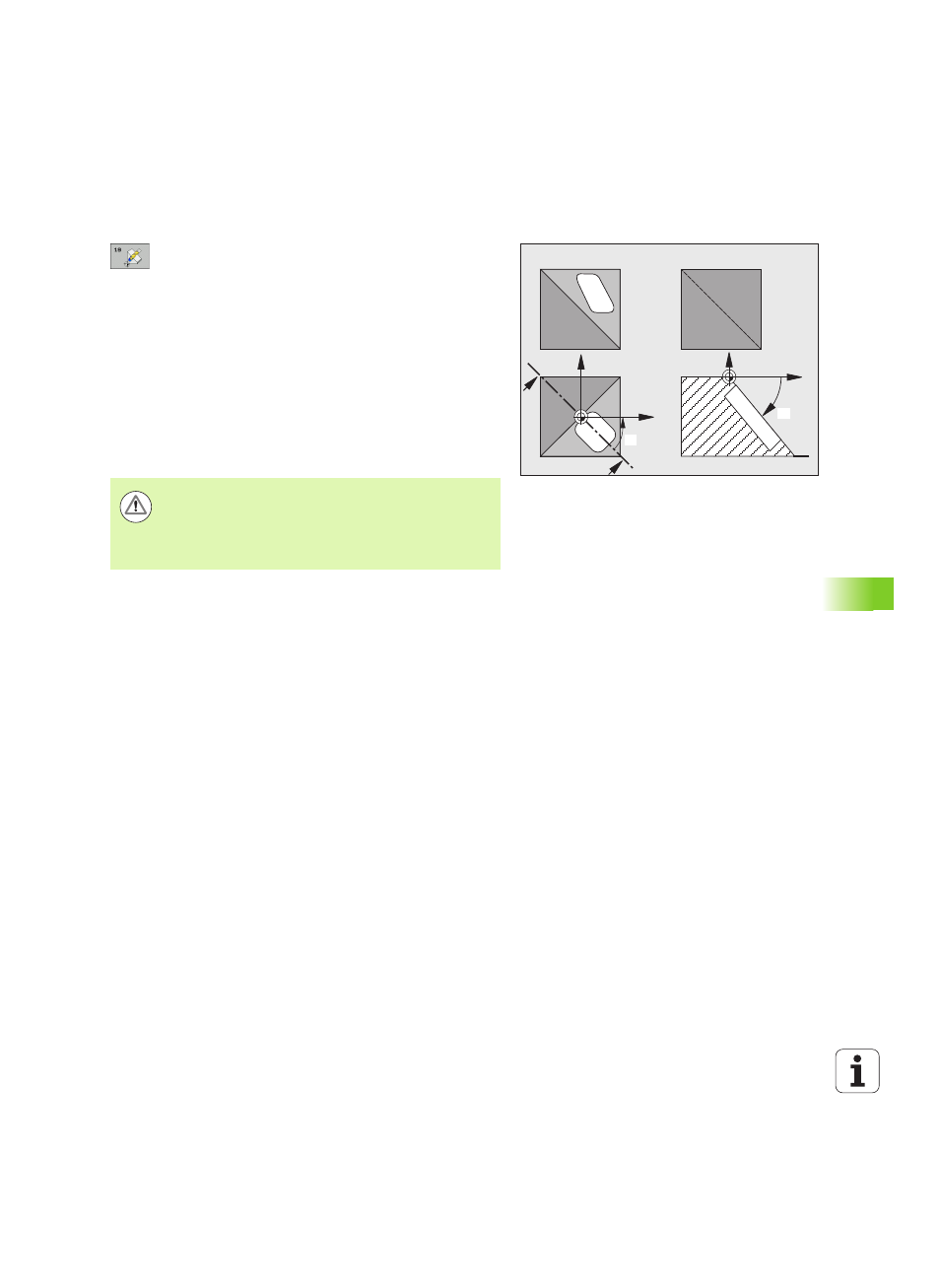
ASZCZYZNA OBROBKI (cykl 19, DI
N/ISO: G80, opcja
sof
tware 1)
Parametry cyklu
U
Oś i kąt obrotu ?: wprowadzić oś obrotu z
przynależnym do niej kątem obrotu; osie obrotu A, B i
C zaprogramować przez softkeys. Zakres
wprowadzenia -360.000 do 360.000
Jeśli TNC pozycjonuje osie obrotu automatycznie, to można
wprowadzić jeszcze następujące parametry
U
Posuw? F=: prędkość przemieszczenia osi obrotu przy
pozycjonowaniu automatycznym. Zakres
wprowadzenia 0 do 99999.999
U
Odstęp bezpieczeństwa? (przyrostowo): TNC tak
pozycjonuje głowicę obrotową, że pozycja, która
rezultuje z przedłużenia narzędzia o bezpieczny
odstęp, nie zmienia się względem obrabianego
przedmiotu. Zakres wprowadzenia 0 do 99999.9999
Zresetować
Aby wycofać kąty pochylenia, zdefiniować na nowo cykl
PŁASZCZYZNA OBRÓBKI i dla wszystkich osi obrotowych
wprowadzić 0°. Następnie zdefiniować cykl PŁASZCZYZNA
OBRÓBKI i potwierdzić pytanie dialogu klawiszem NO ENT. W ten
sposób funkcja staje się nieaktywną.
Z
S
S
S-S
X
B
Y
X
C
Uwaga niebezpieczeństwo kolizji!
Proszę uwzględnić, iż odstęp bezpieczeństwa w cyklu 19
nie odnosi się do krawędzi górnej przedmiotu (jak to ma
miejsce w cyklach obróbkowych), lecz do aktywnego
punktu odniesienia!