1 podst awy – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Instrukcja Obsługi
Strona 500
498
Cykle układu pomiarowego: automatyczny pomiar narzędzi
19.1 Podst
awy
Przy pomocy MP6507 operator nastawia obliczanie posuwu
próbkowania:
MP6507=0:
Tolerancja pomiaru pozostaje stała – niezależnie od promienia
narzędzia. W przypadku bardzo dużych narzędzi, posuw próbkowania
redukuje się do zera. Ten efekt pojawia się tym szybciej, im mniejszą
staje się prędkość obiegowa (MP 6570) i dopuszczalna tolerancja (MP
6510) wybierana przez operatora.
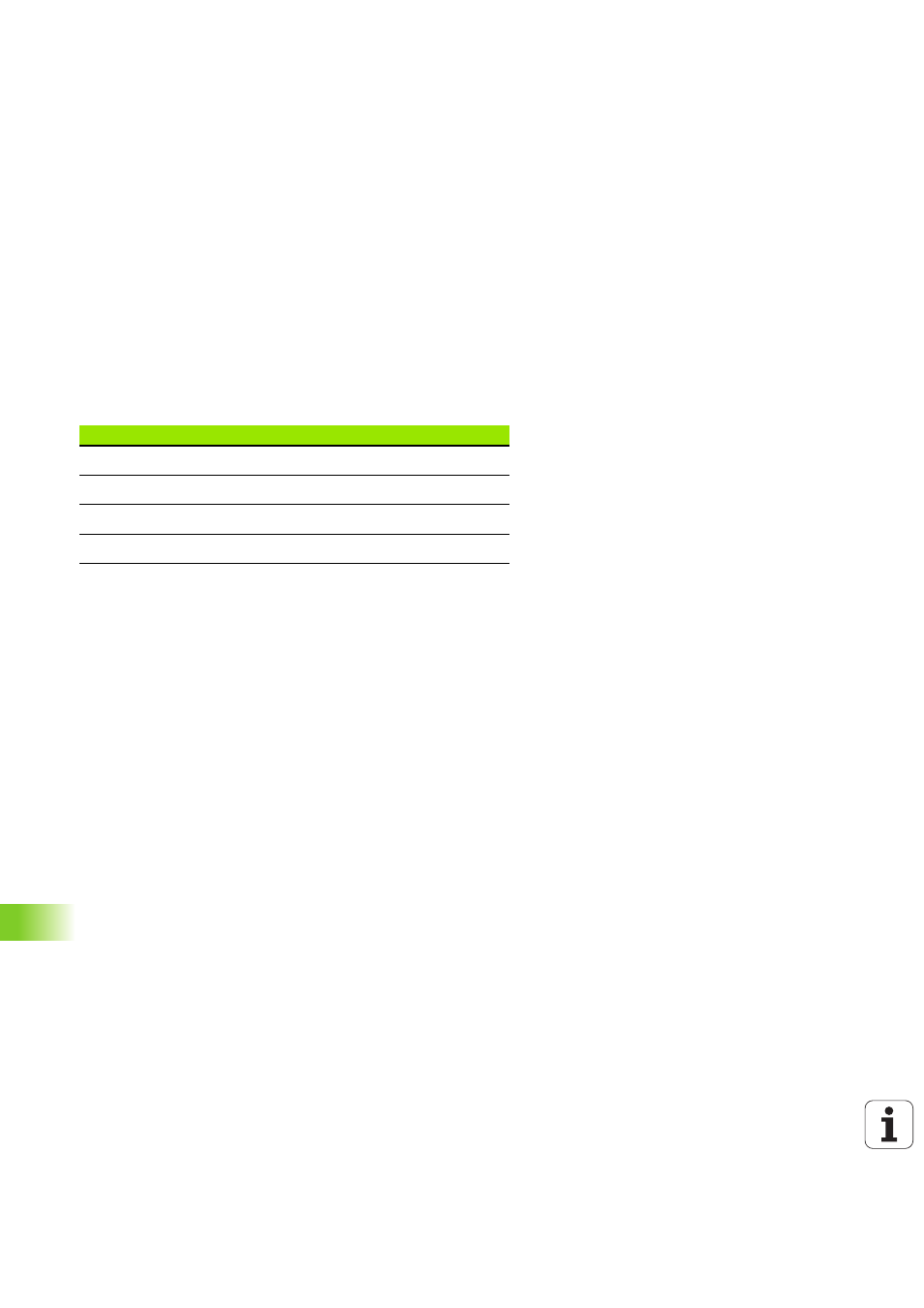
MP6507=1:
Tolerancja pomiaru zmienia się ze zwiększającym się promieniem
narzędzia. To zapewnia nawet w przypadku dużych promieni
narzędzia wystarczający posuw próbkowania. TNC zmienia tolerancję
pomiaru zgodnie z następującą tabelą:
MP6507=2:
Posuw próbkowania pozostaje stały, błąd pomiaru rośnie
jednakżeliniowo ze zwiększającym się promieniem narzędzia:
Tolerancja pomiaru = (r • MP6510)/ 5 mm) z
Promień narzędzia
Tolerancja pomiaru
do 30 mm
MP6510
30 do 60 mm
2 • MP6510
60 do 90 mm
3 • MP6510
90 do 120 mm
4 • MP6510
r
Aktywny promień narzędzia [mm]
MP6510
Maksymalnie dopuszczalny błąd pomiaru