Parametry cyklu – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Instrukcja Obsługi
Strona 159
HEIDENHAIN iTNC 530
157
5.5 OKRAG
Ł
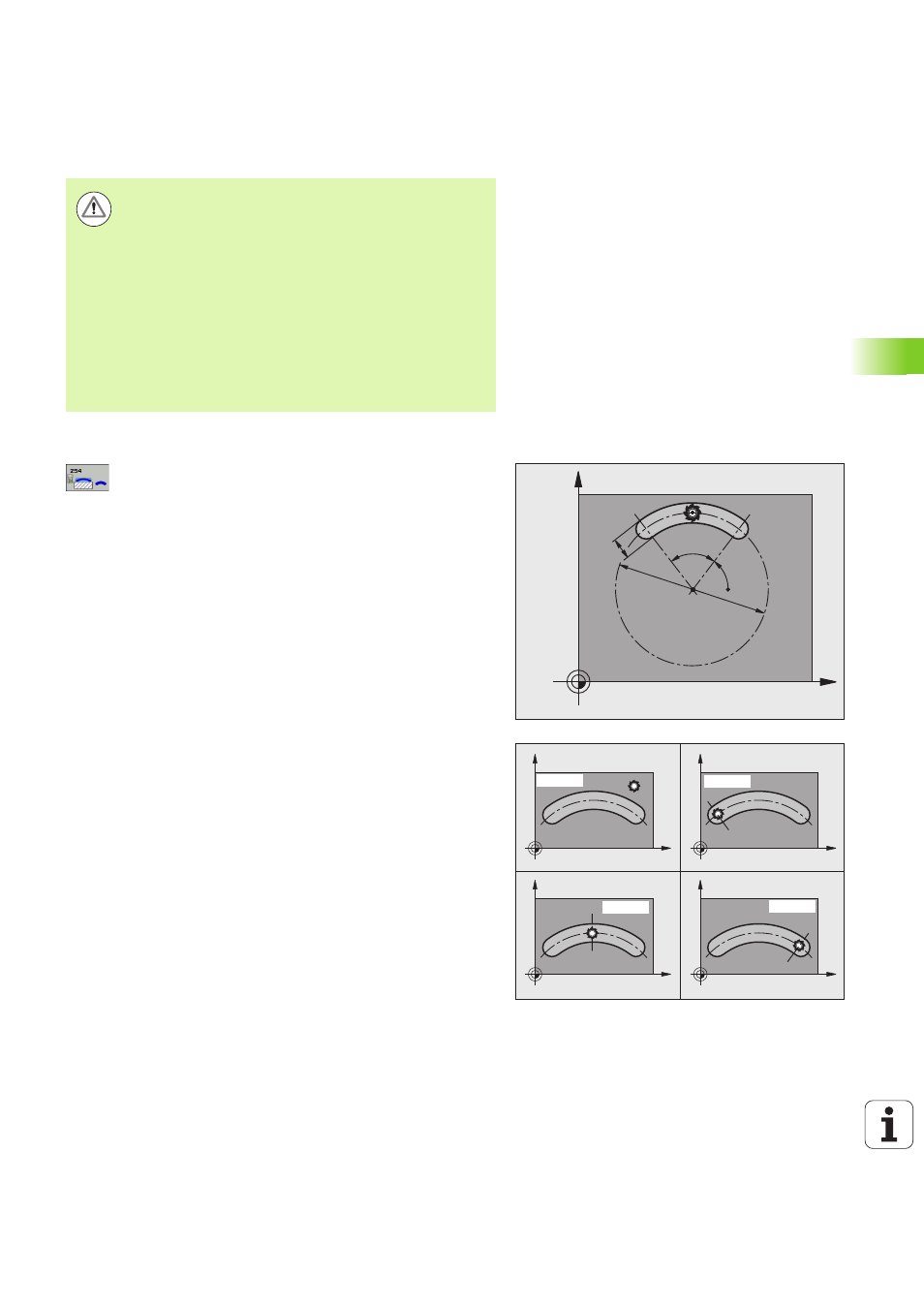
Y ROWEK (cykl 254, DIN/ISO: G254)
Parametry cyklu
U
Zakres obróbki (0/1/2) Q215: określić zakres obróbki:
0: Obróbka zgrubna i wykańczająca
1: Tylko obróbka zgrubna
2: Tylko obróbka wykańczająca
Obróbka wykańczająca na boku i obróbka
wykańczająca na dnie zostają tylko wykonane, jeśli
został zdefiniowany odpowiedni naddatek na obróbkę
wykańczającą (Q368, Q369)
U
Szerokość rowka Q219 (wartość równolegle do osi
pomocniczej płaszczyzny obróbki): wprowadzić
szerokość rowka; jeśli szerokość rowka
wprowadzona jest równa średnicy narzędzia, to TNC
dokonuje tylko obróbki zgrubnej (frezowanie rowków
podłużnych). Maksymalna szerokość rowka przy
obróbce zgrubnej: podwójna średnica narzędzia.
Zakres wprowadzenia 0 do 99999,9999
U
Naddatek na obróbkę wykańczającą z boku Q368
(przyrostowo): naddatek na obróbkę
wykańczającą na płaszczyźnie obróbki. Zakres
wprowadzenia 0 do 99999,9999
U
Średnica wycinka koła Q375: wprowadzić średnicę
wycinka koła. Zakres wprowadzenia 0 do 99999,9999
U
Baza dla położenia rowka (0/1/2/3/4) Q367: położenie
rowka w odniesieniu do pozycji narzędzia przy
wywołaniu cyklu:
0: pozycja narzędzia nie zostaje uwzględniona.
Położenie rowka wynika z wprowadzonego środka
wycinka koła i kąta startu
1: pozycja narzędzia = centrum lewego okręgu rowka.
Kąt startu Q376 odnosi się do tej pozycji.
Wprowadzony środek wycinka koła nie zostaje
uwzględniony.
2: pozycja narzędzia = centrum osi środkowej. Kąt
startu Q376 odnosi się do tej pozycji. Wprowadzony
środek wycinka koła nie zostaje uwzględniony.
3: pozycja narzędzia = centrum prawego okręgu
rowka. Kąt startu Q376 odnosi się do tej pozycji.
Wprowadzony środek wycinka koła nie zostaje
uwzględniony.
Uwaga niebezpieczeństwo kolizji!
Przy pomocy parametru maszynowego 7441 bit 2
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (bit 2=1) czy też
nie (bit 2 = 0).
Proszę zwrócić uwagę, iż TNC przy dodatniej
wprowadzonej głębokości odwraca obliczenie pozycji
poprzedniej. Narzędzie przemieszcza się na osi narzędzia
na biegu szybkim na odstęp bezpieczeństwa poniżej
powierzchni obrabianego przedmiotu!
Jeśli wywołujemy cykl z zakresem obróbki 2 (tylko obróbka
na gotowo), to TNC pozycjonuje narzędzie na środku
kieszeni na biegu szybkim na pierwszą głębokość wcięcia!
X
Y
Q248
Q376
Q219
Q375
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3