Parametry cyklu – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Instrukcja Obsługi
Strona 101
HEIDENHAIN iTNC 530
99
3.10 WIERCENIE DZIA
Ł
OWE (cykl 241, DIN/ISO: G241)
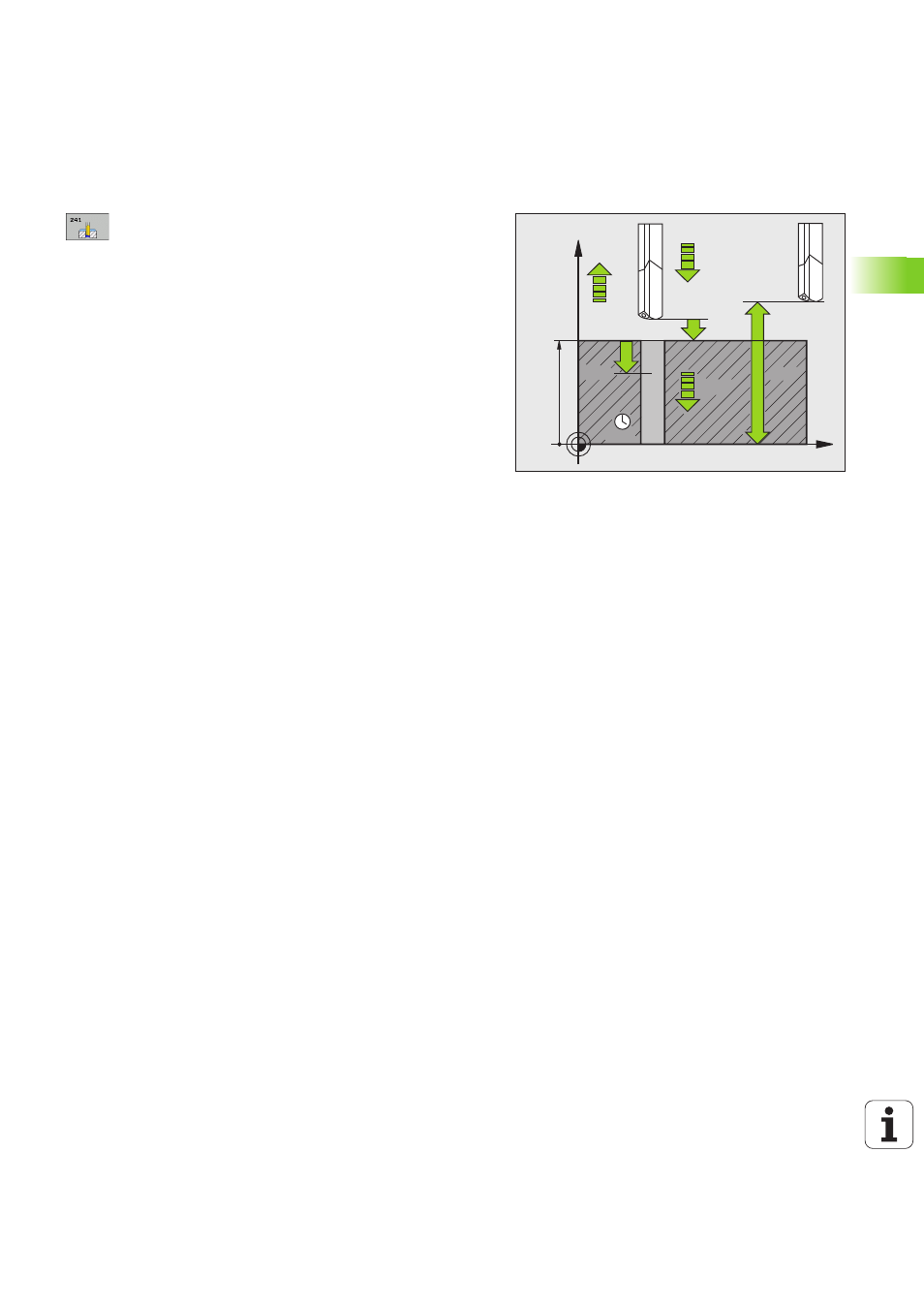
Parametry cyklu
U
Bezpieczna wysokość Q200 (przyrostowo): odstęp
ostrze narzędzia – powierzchnia obrabianego
przedmiotu. Zakres wprowadzenia 0 do 99999,9999
alternatywnie PREDEF
U
Głębokość Q201 (przyrostowo): odstęp powierzchnia
obrabianego przedmiotu – dno odwiertu. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
Posuw wcięcia na głębokość Q206: prędkość
przemieszczenia narzędzia przy wierceniu w mm/min.
Zakres wprowadzenia 0 do 99999,999 alternatywnie
FAUTO, FU
U
Czas zatrzymania na dole Q211: czas w sekundach, w
którym narzędzie przebywa na dnie odwiertu. Zakres
wprowadzenia 0 do 3600.0000 alternatywnie
PREDEF
U
Współ. powierzchni obrabianego przedmiotu Q203
(absolutnie): współrzędna powierzchni przedmiotu.
Zakres wprowadzenia -99999.9999 do 99999.9999
U
2-ga Bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia 0
do 99999,9999 alternatywnie PREDEF
U
Punkt startu w zagłębieniu Q379 (przyrostowo w
odniesieniu do powierzchni obrabianego przedmiotu):
punkt startu właściwego wiercenia. TNC
przemieszcza się z Posuwem pozycjonowania
wstępnego z bezpiecznej odległości na punkt startu w
zagłębieniu. Zakres wprowadzenia 0 do 99999,9999
U
Posuw prepozycjonowania Q253: prędkość
przemieszczenia narzędzia przy pozycjonowaniu z
bezpiecznej odległości na punkt startu w zagłębieniu
w mm/min. Działa tylko, jeśli Q379 wprowadzono nie
równym 0. Zakres wprowadzenia 0 do 99999.999
alternatywnie FMAX, FAUTO, PREDEF
U
Posuw ruchu powrotnego Q208: prędkość
przemieszczenia narzędzia przy wyjeździe z odwiertu
w mm/min. Jeśli wprowadzimy Q208=0, TNC wysuwa
narzędzie z materiału z posuwem Q206. Zakres
wprowadzenia 0 do 99999.999 alternatywnie FMAX,
FAUTO, PREDEF
X
Z
Q200
Q201
Q253
Q203
Q204
Q211
Q208
Q206
Q379