HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot Instrukcja Obsługi
Strona 89
89
Definiow
anie
z
a
biegów
obr
ó
bkowych
Unit 123 obróbka wykańczaj ca kieszeni konturu na dnie
Przy pomocy unit obróbki wykańczaj cej dna można rozszerzon
uprzednio z unit 122 kieszeń konturu wykańczać na dnie.
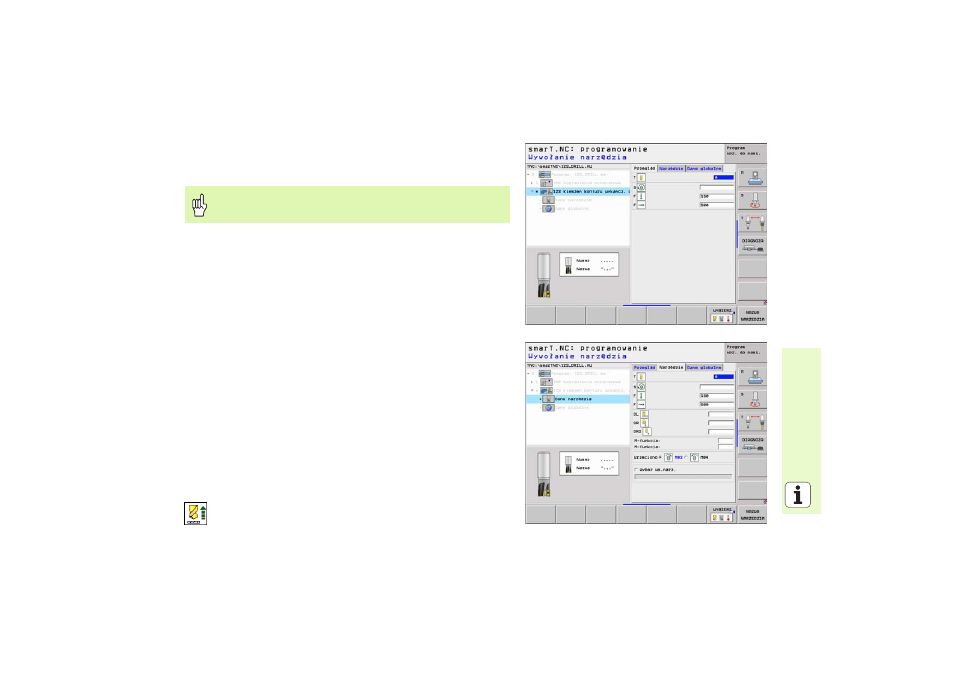
Parametry w formularzu Przegl d:
8
T: numer lub nazwa narz dzia (przeł czalne poprzez softkey)
8
S: pr dkość obrotowa wrzeciona [obr/min] lub pr dkość skrawania
[m/min]
8
F: posuw wejścia w materiał na gł bokość [mm/min], FU [mm/obr]
lub FZ [mm/z b]
8
F: Posuw frezowania [mm/min], FU [mm/obr] lub FZ [mm/z b]
Dodatkowe parametry w formularzu szczegółowym Narz dzie:
8
DL: długość delta dla narz dzia T
8
DR: delta promienia dla narz dzia T
8
DR2: delta promienia 2 (promień naroża) dla narz dzia T
8
M instrukcja: dowolne instrukcje dodatkowe M
8
Wrzeciono: kierunek obrotu wrzeciona. smarT.NC nastawia
standardowo M3
8
Narz wybór wst pny: w razie potrzeby numer nast pnego narz dzia
dla przyśpieszenia zmiany narz dzia (w zależności od maszyny)
Globalnie działaj ce parametry w formularzu szczegółowym Globalne
dane:
8
Posuw powrotu
Wykonywać wykańczanie dna zasadniczo zawsze przed
obróbk wykańczaj c boków!