HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot Instrukcja Obsługi
Strona 142
142
Definio
w
ani
e
kont
uró
w
Wolne Programowanie Konturu FK
Rysunki obrabianych cz ści, które nie s wymiarowane odpowiednio
dla NC, zawieraj cz sto dane o współrz dnych, których operator nie
może wprowadzić przy pomocy szarych klawiszy dialogowych.
Takie dane programuje si bezpośrednio przy pomocy Wolnego
Programowania Konturu FK. TNC oblicza kontur na podstawie
zapisanych przez operatora w formularzu znanych mu informacji o
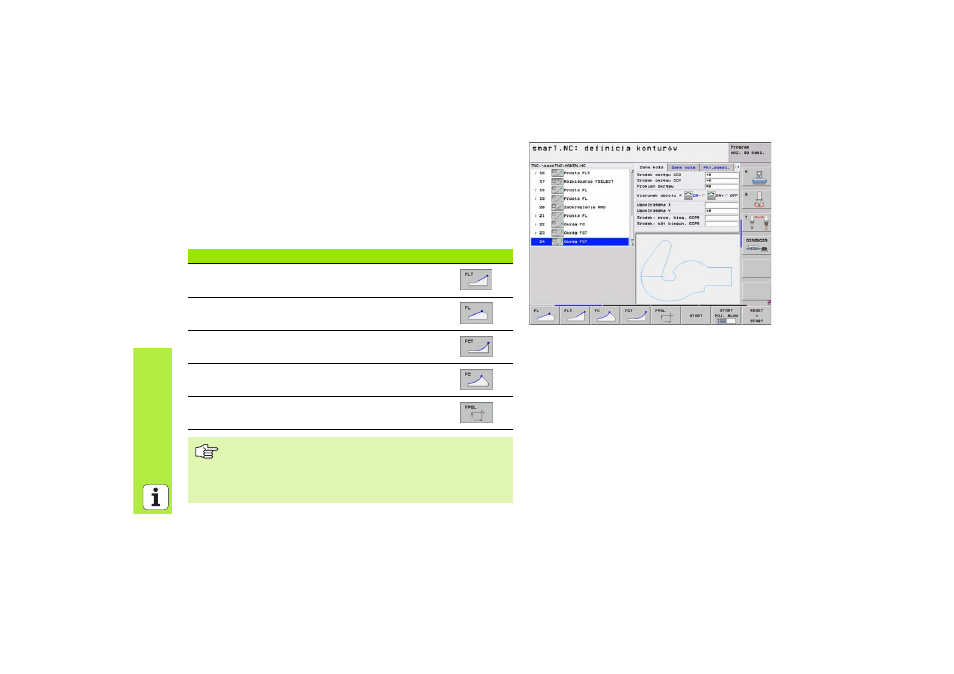
konturze. Nast puj ce funkcje znajduj si do dyspozycji:
Funkcja
Softkey
Prosta z przejściem tangencjalnym
Prosta bez tangencjalnego przejścia
Łuk koła z przejściem tangencjalnym
Łuk koła bez tangencjalnego przejścia
Biegun dla SK programowania
Informacje o możliwych danych konturu znajduj si w
tekście wskazówki, który TNC wyświetla do każdego pola
wprowadzania danych (patrz “Obsługa przy użyciu myszy”
na stronie 28.) i w instrukcji obsługi Dialog tekstem
otwartym.