HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot Instrukcja Obsługi
Strona 134
134
Definiow
anie
p
o
zy
cji
obr
ó
bkowych
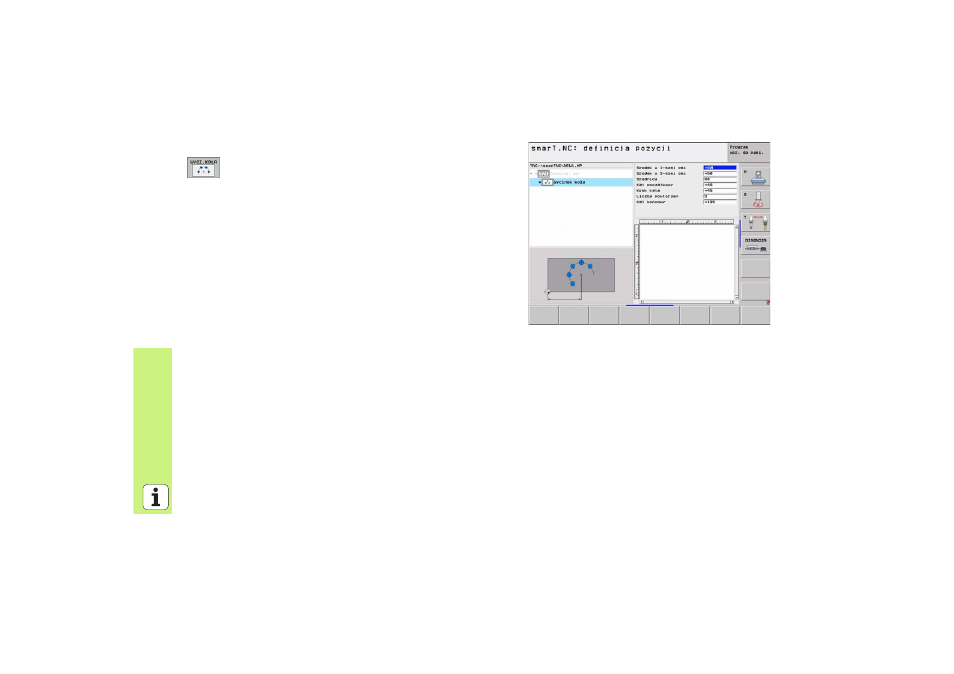
Wycinek koła
8
Środek 1. osi: współrz dna punktu środkowego okr gu
1
na osi głównej płaszczyzny obróbki
8
Środek 2. osi: współrz dna punktu środkowego okr gu
2
na osi pomocniczej płaszczyzny obróbki
8
Srednica: średnica okr gu
8
K t startu: k t biegunowy pierwszej pozycji obróbki. Oś
bazowa: oś główna aktywnej płaszczyzny obróbki (np. X
dla osi narz dzia Z). Możliwa do wprowadzenia wartość
pozytywna lub negatywna
8
Krok k ta: inkrementalny k t biegunowy pomi dzy
dwoma pozycjami obróbki. Możliwa do wprowadzenia
wartość pozytywna lub negatywna. Zmiana kroku k ta
spowoduje automatycznie zmian zdefiniowanego k ta
końcowego
8
Liczba zabiegów obróbkowych: ogólna liczba pozycji
obróbki na okr gu
8
K t końcowy: k t biegunowy ostatniego odwiertu. Oś
bazowa: oś główna aktywnej płaszczyzny obróbki (np. X
dla osi narz dzia Z). Możliwa do wprowadzenia wartość
pozytywna lub negatywna. Zmiana kroku k ta końcowego
spowoduje automatycznie zmian ewentualnie
zdefiniowanego uprzednio kroku k ta