HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot Instrukcja Obsługi
Strona 85
85
Definiow
anie
z
a
biegów
obr
ó
bkowych
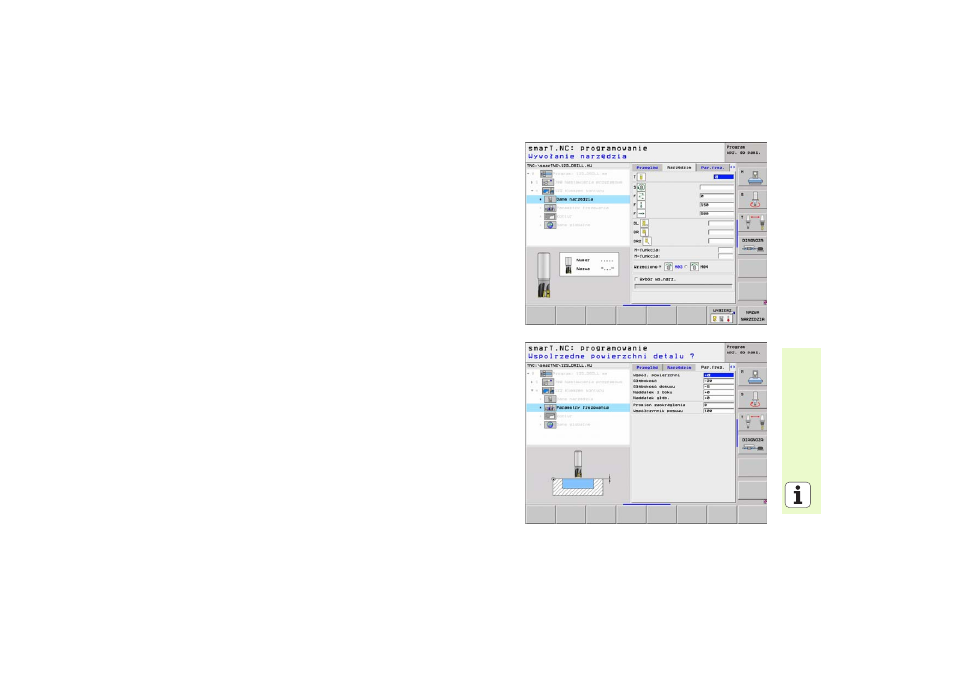
Dodatkowe parametry w formularzu szczegółowym Narz dzie:
8
DL: długość delta dla narz dzia T
8
DR: delta promienia dla narz dzia T
8
DR2: delta promienia 2 (promień naroża) dla narz dzia T
8
M instrukcja: dowolne instrukcje dodatkowe M
8
Wrzeciono: kierunek obrotu wrzeciona. smarT.NC nastawia
standardowo M3
8
Narz wybór wst pny: w razie potrzeby numer nast pnego
narz dzia dla przyśpieszenia zmiany narz dzia (w zależności od
maszyny)
Dodatkowe parametry w formularzu szczegółowym Parametry
frezowania:
8
Promień zaokr glenia: promień zaokr glenia torupunktu
środkowego narz dzia na narożach wewn trznych:
8
Współczynnik posuwu w %: procentowy współczynnik, o który
TNC redukuje posuw obróbki, kiedy tylko narz dzie przejdzie całym
obwodem w materiale przy przeci ganiu Jeśli operator korzysta z
redukowania posuwu, to może on zdefiniować posuw przeci gania
tak dużym, iż przy określonym nakładaniu si torów (globalne dane)
zapanuj optymalne warunki skrawania. TNC redukuje wówczas
posuw na przejściach lub w w skich miejscach konturu jak to
zdefiniował operator, tak iż czas obróbki powinien ł cznie zostać
skrócony.